非标车轮锻件按需加工全工艺流程解析
2026-05-29 10:16
山西中重重工集团
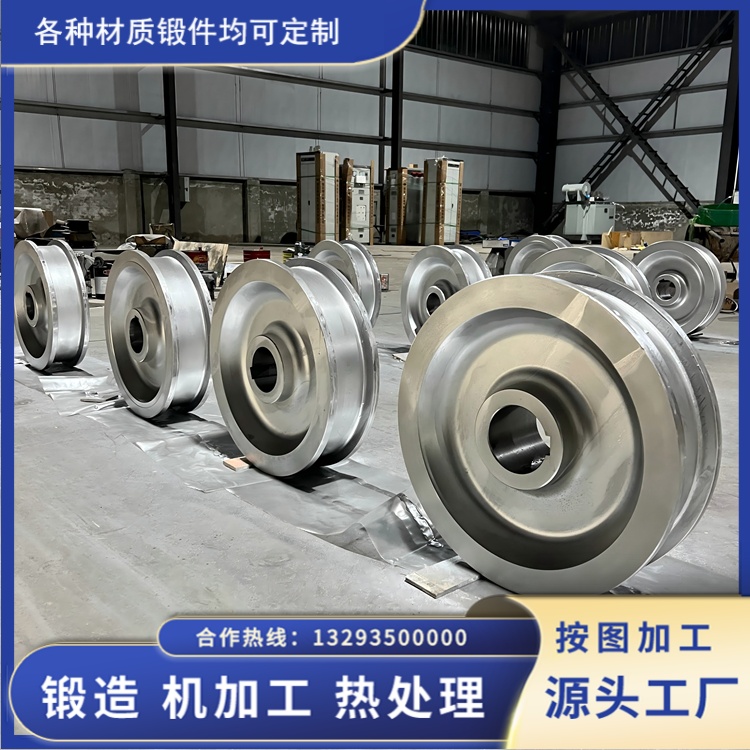
在重工配套领域,非标车轮锻件是各类定制化行走设备、重载移动机构的核心配件。不同于标准化车轮的批量定型生产,非标车轮锻件没有固定尺寸、结构与工艺标准,完全依托客户设备参数、工况环境、装配要求一对一定制加工,广泛应用于老旧设备改造、特种工程机械、港口移动设备、冶金矿山重载车辆等场景。其生产核心不在于追求产量,而在于工艺适配性与尺寸精准度,整套加工流程需要根据非标特性量身调整,保障成品贴合实际使用需求。
非标车轮锻件加工的首要环节是需求精准对接,也是定制生产的基础前提。多数客户的非标需求分为两类,一类是提供完整加工图纸,明确外径、孔径、轮宽、轮缘高度、公差精度等参数;另一类是仅有设备使用工况,无详细图纸。生产技术人员需要结合设备承重、运行速度、行走轨道、冲击载荷、环境温湿度等条件,反向梳理合理的结构参数与材质方案,同时排查客户需求中存在的不合理设计,比如薄体结构重载、材质选型不匹配等问题,提前规避后期开裂、变形、快速磨损等故障。
工艺方案定制完成后,进入原材料选型与预处理工序。原材料品质直接决定锻件使用寿命,针对不同非标工况匹配对应钢材,常规轻载输送设备选用45#钢、Q355钢材,性价比稳定;矿山、冶金等高频冲击重载场景,选用42CrMo、20CrMnMo等合金钢材,提升综合力学性能;高速运行车轮则选用耐磨抗形变材质。所有原材料入库前必须核对材质证明书,进行光谱抽检,杜绝劣质钢材、混料情况。原材料经切割下料、去除表面氧化皮与裂纹缺陷,保证坯料规整,为锻造成型打好基础。
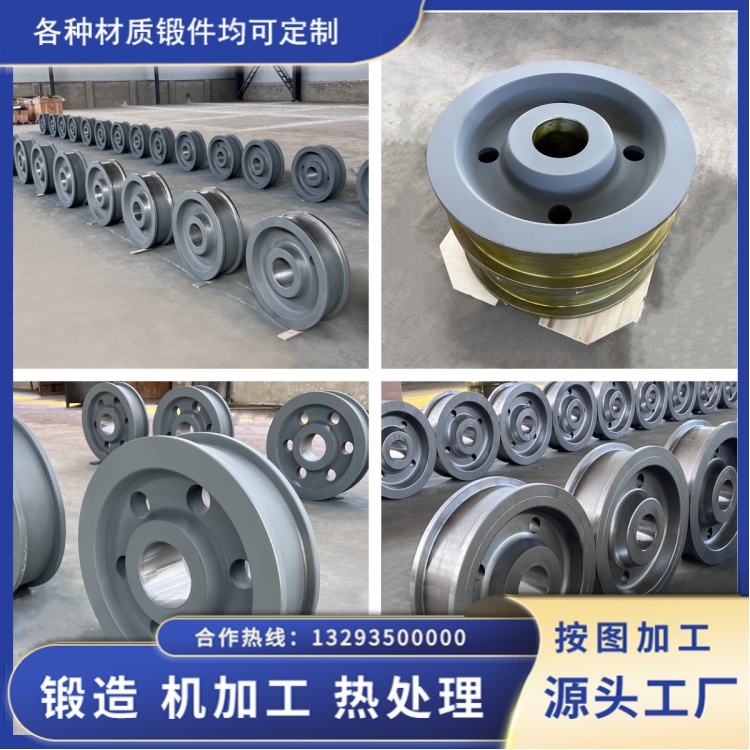
锻造成型是非标车轮加工的核心工序,需根据工件规格、结构选择对应锻造工艺。大直径厚重车轮适配自由锻工艺,通过多次镦粗、拔长压实钢材内部组织,消除钢锭自带的疏松、气孔缺陷;结构规整、精度要求高的中小非标车轮采用模锻工艺,保障成型一致性;薄壁环形车轮采用辗环工艺,均匀壁厚、规整金属流线。锻造温度严格控制在1100℃至1200℃,分段恒温保温,避免坯料过烧或加热不均。锻造过程严控锻造比,保障晶粒细化均匀,让金属流线贴合车轮受力方向,大幅提升成品抗冲击、抗疲劳性能。
锻造毛坯完成后,依次进行精加工与针对性热处理。粗加工去除锻造余量、氧化皮和表面缺陷,预留合理精加工余量;精加工严格按照定制公差要求作业,保证孔径、端面、踏面精度达标,满足设备装配与动平衡需求。热处理完全按需定制,普通工况采用正火回火处理,消除锻造残余应力、稳定工件尺寸;重载工况采用调质处理,兼顾强度与韧性;磨损严重的工况增加表面淬火工艺,提升踏面耐磨性能。整套加工流程贴合非标产品个性化需求,无通用化套路生产,最大程度适配各类特殊设备工况,保障产品实用性与稳定性。

成品锻件交付前需完成全套检测工序,逐件核查尺寸参数,通过无损探伤排查内部微裂纹、疏松缺陷,检测硬度、拉伸、冲击等力学性能,所有指标达标后方可出厂。整套按需加工流程,精准解决了非标车轮适配性差、故障率高、寿命不足的行业痛点,为各类特种重工设备提供可靠的配件支撑。

