热处理对工业轮毂轮坯锻件的加固作用及工艺逻辑
2026-05-29 08:53
山西中重重工集团
工业轮毂轮坯锻件是重型机械、矿山设备、起重机械的核心承重配件,长期承受重载、冲击、交变载荷与摩擦磨损,其结构强度、尺寸稳定性和抗疲劳性能直接决定整套设备的运行安全性与使用寿命。锻造工艺可让轮坯形成致密金属流线、提升基础结构强度,但仅靠锻造无法消除生产过程中产生的内部缺陷与残余应力,必须通过专业热处理工序进行组织优化与性能加固,这也是锻造配件成型后不可或缺的核心工序。
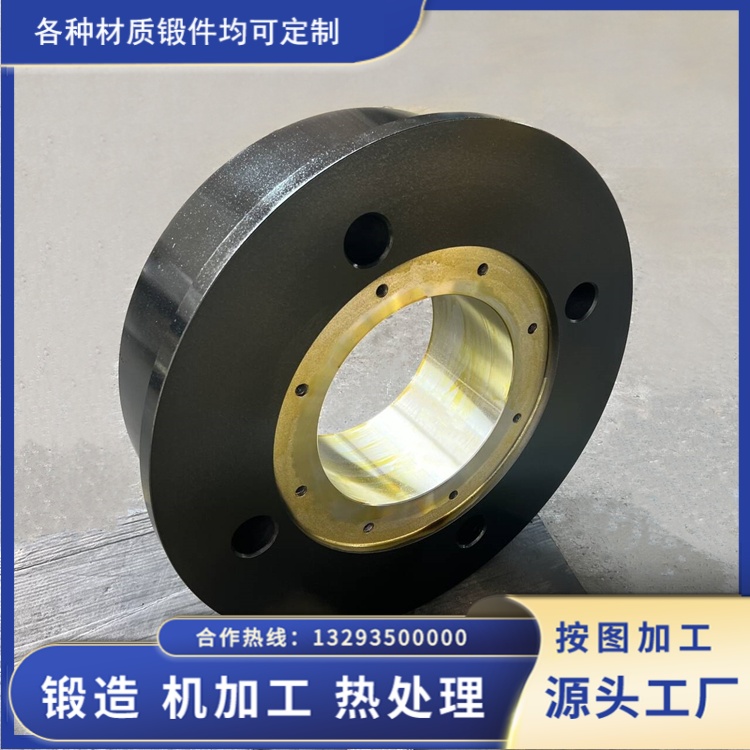
轮毂轮坯经热锻成型后,普遍存在几类典型问题,制约成品使用性能。一是锻造高温成型与快速冷却过程中,金属晶粒粗大且分布不均,局部组织松散,导致轮坯韧性不足、脆性偏大;二是墩粗、预锻、终锻等塑形加工会产生大量残余内应力,若不及时处理,后续机械加工或设备运行中易出现变形、开裂;三是金属内部存在微量氢元素堆积,易引发氢致裂纹,尤其大规格工业轮毂轮坯缺陷风险更为突出。热处理的核心作用,就是针对性解决以上问题,从微观层面优化金属组织,宏观层面加固整体性能。
工业轮毂轮坯锻件主流加固热处理工艺以分级处理、正火、调质为主,适配不同材质与工况需求。针对42CrMo、20CrMnMo等常用合金钢轮毂轮坯,行业通用标准化流程包含扩氢退火、正火、回火三道核心工序。首先进行扩氢退火处理,将锻件置入全自动热处理炉,在620-660℃区间保温8-12小时,缓慢降温,彻底析出金属内部游离氢,从根源规避氢致裂纹缺陷,消除大型轮坯的隐性开裂风险。
扩氢完成后开展正火处理,升温至880-950℃保温足够时长,让金属组织充分奥氏体化,通过均匀空冷细化粗大晶粒,规整杂乱的锻造金属流线,让轮坯整体组织均匀致密,有效提升材料可塑性与切削加工性能,避免后续精加工出现尺寸偏差。最后进行高温回火,温度控制在600-650℃,彻底释放锻造与正火过程产生的残余应力,稳定轮坯内部组织结构,防止后期使用中出现形变失效。
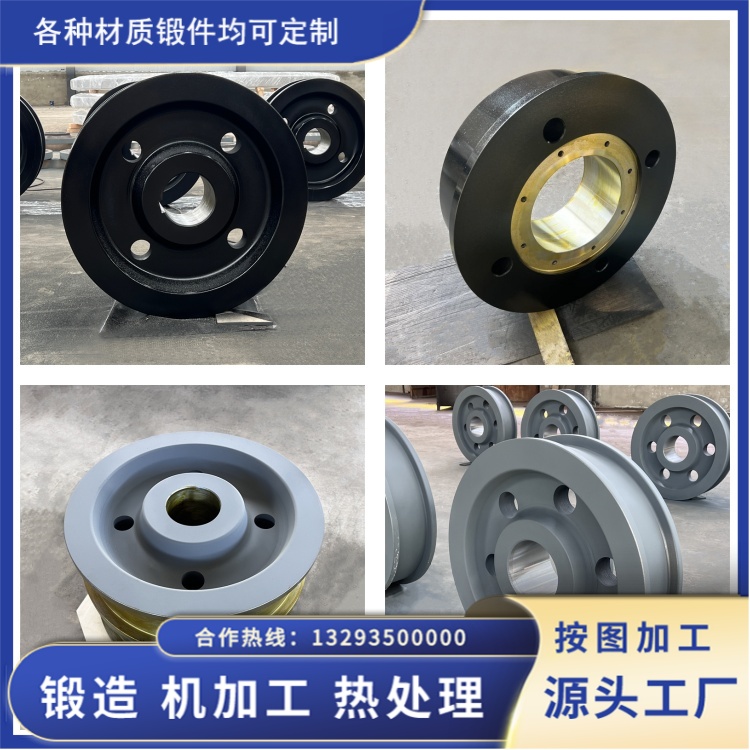
对于重载工况下的轮毂配件,单一整体热处理无法满足耐磨、抗冲击的双重需求,需采用“整体调质+表面高频淬火”复合加固工艺。调质处理可让轮坯心部形成回火索氏体组织,平衡强度与韧性,保证核心承重结构不易断裂;高频表面淬火通过830-860℃快速加热油冷,让轮毂踏面、轮缘等摩擦受力区域形成高硬度硬化层,大幅提升耐磨性与抗挤压能力,适配矿山、重工等恶劣作业环境。

实际生产中,热处理工艺的稳定性直接决定加固效果。车间需严格管控炉温均匀性,将温差控制在±10℃范围内,避免同批次轮坯性能参差不齐。同时根据轮坯规格、厚度、材质精准调整保温时间与冷却速率,杜绝保温不足导致组织优化不彻底、冷却过快产生新应力等问题。规范化的热处理加固,能让工业轮毂轮坯锻件的力学性能大幅提升,有效降低设备运行故障概率,延长配件更换周期,兼顾生产安全性与经济性。

