-

车轮锻件的冷却方法和规范
车轮锻件锻后的冷却方法主要有:锻后空冷、锻后坑(箱)冷、锻后炉冷三种方式。在空气中冷却:车轮锻件锻后单个或成堆直接放在车间地面上冷却,但不能放在潮湿地面或金属板上,也不要放在有过堂风的地方,以免车轮锻件冷却不均或局部急冷引起裂纹,锻后空冷冷却速度较快
2025-01-08 355
-
如何提高大型筒节锻件切削效率?
针对大型简节锻件切削过程,特别是粗车过程中切削效率低,刀具容易(冲击、粘结)破损、切削热量大、断屑难等突出问题,研究分析了简节重型车削中导致这些问题的主要原因,现就刀具材料优选、刀具几何参数优化、刀片断屑槽型优化、粗车筒节切削参数优化以及采用合理冷却
2025-01-08 369
-
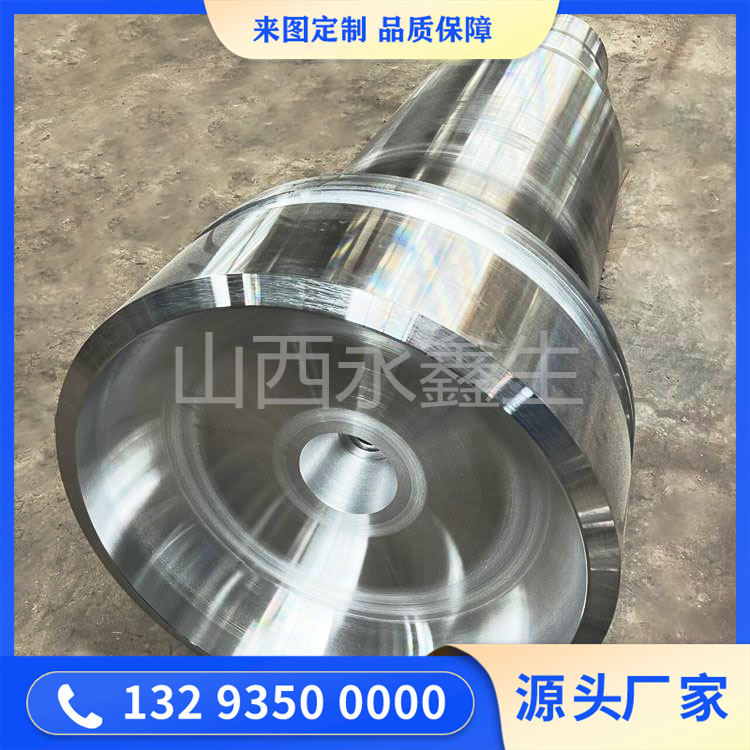
轴类锻件加工工艺
轴类锻件一般如果较大的轴的话采用自由锻,自由锻里面就有一类是轴类锻件,其中有一类就是轴类锻件。大型轴类轴类零件的功用与结构特点1、功用:为支承传动零件(齿轮、皮带轮等)、传动扭矩、承受载荷,以及保证装在主轴上的工件或刀具具有一定的回转精度。2、分类:
2025-01-08 335
-

各种轴的功用以及分类
轴锻造是组成机器的重要零件之它的功用有两个,支持回转零件(如齿轮,带轮、链轮等),使其有确定的工作位置传递运动和转矩。轴的分类,轴可分为直轴、曲轴和软轴直袖按其外形不同可分为光轴、阶梯轴及一些特殊闬途的轴,如凸轮轴、花键轴、迹齿轮轴及连蜗杆轴等。光轴
2025-01-04 424
-

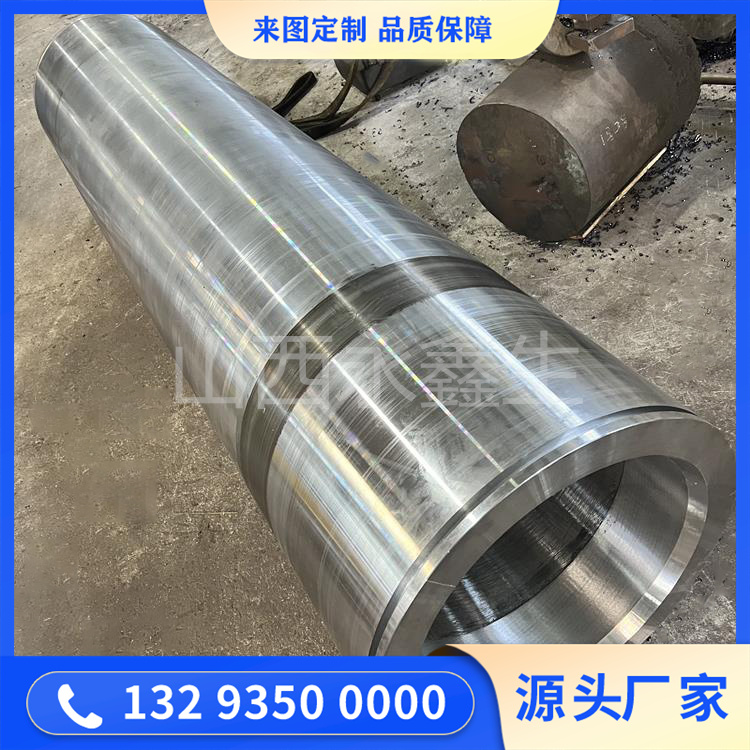
油缸缸筒的生产工艺
缸筒锻件是油缸的主体,使活塞及其密封件、支撑件能顺利滑动,其内孔表面粗糙度要求比较高需要达到9级(Ra0.4 um),内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,为此,油缸缸筒内壁不得出现缩松、缩孔、气孔夹渣等缺陷。缸筒材料牌号为QT500
2025-01-04 375

