高强韧性车轮锻件:工程机械重载作业的核心保障部件
2026-05-29 10:24
山西中重重工集团
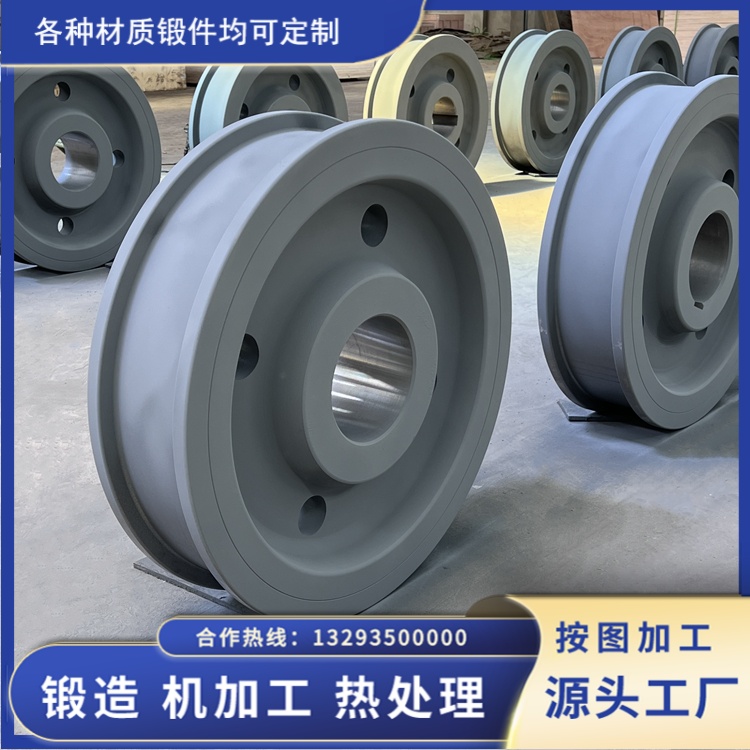
在挖掘机、装载机、起重机、矿用自卸车、路面机械等各类工程机械中,车轮锻件是承载整机重量、传递行走动力、适配复杂路况作业的核心基础部件。工程机械长期处于重载冲击、高低速交替、砂石颠簸、泥泞磨损的恶劣工况,普通常规车轮锻件因强度不足、韧性欠缺,极易出现变形、开裂、踏面剥落、疲劳失效等问题,直接造成设备停机、维修频繁、作业效率下降等问题。而高强韧性车轮锻件凭借优异的综合力学性能,兼顾高强度、高韧性、抗疲劳、抗冲击、耐磨耐损等多重优势,成为现代工程机械不可或缺的核心配套部件,也是保障设备长效稳定作业的关键。
高强韧性车轮锻件的核心优势,在于解决了普通锻件“强度高则韧性差、韧性好则承载力不足”的行业痛点。工程机械行走系统受力极为复杂,作业过程中不仅需要承载数十吨甚至上百吨的静态载荷,还要持续承受路面颠簸带来的动态冲击、转向产生的剪切应力、启停交替的交变应力。普通碳钢材质车轮硬度低、易形变,普通高硬合金锻件脆性大、抗冲击能力弱,在矿山、工地、野外等恶劣场景中使用寿命极短。而高强韧性车轮锻件采用特制合金材质配比,通过优化锻造与热处理工艺,实现硬度与韧性的精准平衡,既具备超高抗压强度,可长期承受重载碾压,又拥有良好的冲击韧性,能抵御瞬时强力冲击,避免轮体开裂、断裂故障。
原材料甄选是打造高强韧性车轮锻件的基础。针对工程机械专属工况,核心选用42CrMo、20CrMnTi、35CrMnSi等高强度合金结构钢,这类材质纯净度高、杂质含量低,先天具备优异的综合力学性能。原材料入库前需经过严格的光谱检测、金相抽检,严格把控碳、铬、锰、钼等合金元素占比,杜绝材质不达标、成分偏差等问题,从源头保障锻件的高强韧基础属性。同时根据不同工程机械的作业强度差异化选材,轻型路面机械适配中高强度合金材质,重型矿用、起重机械选用超高强韧合金材质,精准适配工况需求,避免性能过剩或性能不足。

锻造工艺的精细化把控,是赋予车轮锻件高强韧特性的核心环节。不同于普通车轮的粗放锻造生产,高强韧性工程机械车轮锻件采用多段控温锻造工艺,严格把控1150℃-1220℃最优锻造温度区间,分段恒温保温,确保坯料内外温度均匀一致。通过多次镦粗、拔长、精整成型的工序,合理控制锻造比,充分破碎钢材内部粗大晶粒,细化金相组织,让金属流线连续均匀、贴合轮体受力方向,彻底消除铸态组织带来的疏松、气孔、夹渣等缺陷,大幅提升轮体整体致密性,让锻件的抗压、抗冲击、抗疲劳性能实现质的提升。
定制化热处理是平衡高强与高韧的关键工序。锻造完成后的毛坯需经过正火、调质、回火整套精细化热处理流程,根据工程机械工况参数调整淬火温度与冷却速率,精准优化轮体力学性能。调质处理可有效消除锻造残余应力,细化晶粒结构,让轮体基体拥有高强度的同时保留充足韧性;针对踏面等易磨损部位,辅以局部高频淬火工艺,实现“表层高耐磨、芯部高韧抗冲”的差异化性能,完美适配工程机械复杂多变的作业工况。

成品锻件出厂前需经过硬度检测、拉伸试验、冲击试验、无损探伤等全套性能检测,确保强度、韧性、耐磨性等核心指标达标。高强韧性车轮锻件凭借稳定可靠的性能,有效降低工程机械行走部件的故障率,延长配件更换周期,减少设备停机维修成本,是各类工程机械长效稳定作业的核心保障。

