一体锻打筑牢航空安全根基,高强铝筒金属流线致密化工艺解析
2026-07-16 09:28
山西中重重工集团
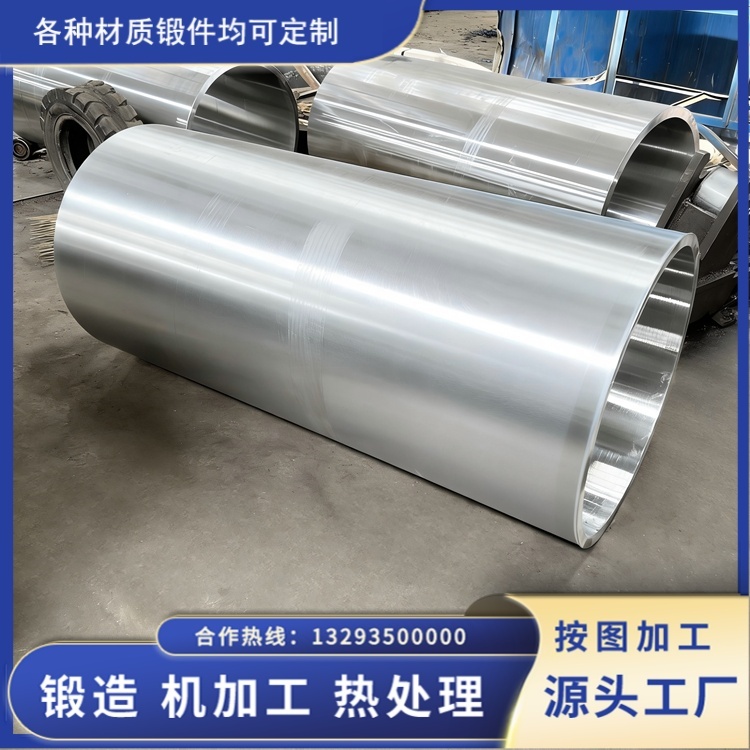
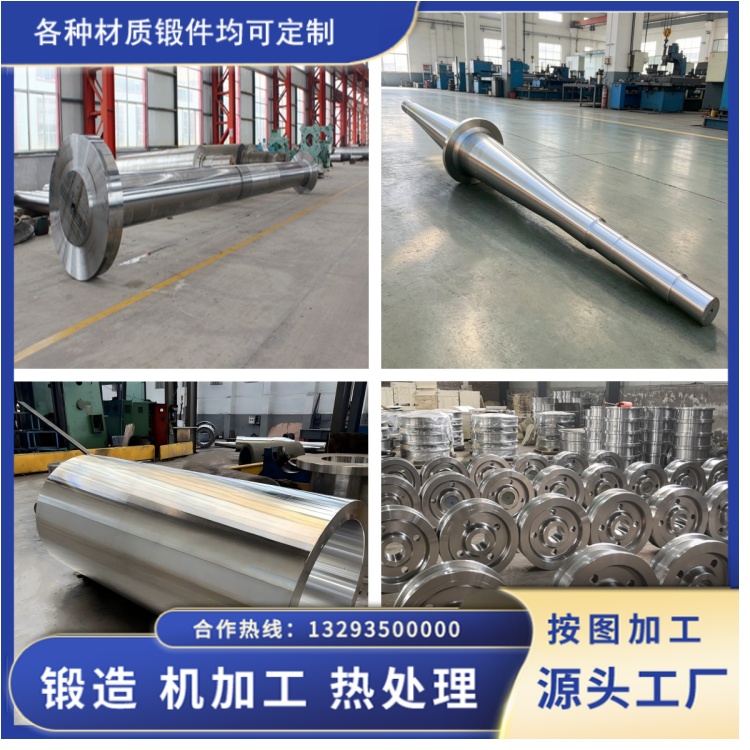
航空装备核心承力筒体长期处于高空交变载荷、低温震动、循环压力等复杂工况,轻量化与结构可靠性始终是制造的核心矛盾。传统分段焊接、挤压拼接铝筒存在焊缝疏松、金属流线断裂、疲劳寿命不足等短板,无法满足军机、航空运载设备严苛的探伤与力学指标。山西永鑫生深耕高强铝合金锻件锻造二十余年,依托万吨级液压锻造设备,推出航空专用一体锻打高强铝筒产品,依靠完整连续的致密金属流线,从材料组织层面解决航空筒体长期服役失效隐患,工艺务实、性能数据可落地,无夸大宣传。
原材料把控是流线致密化的前置基础。企业选用 7075、2A12 航空级高纯铝铸锭,所有坯料进厂先完成光谱成分复检、超声波全幅探伤,严格管控锌、镁、铜合金配比与铁、硅有害杂质含量,筛除原生缩孔、夹渣、枝晶偏析缺陷。下料后统一做均匀化退火处理,460℃恒温保温 6 小时以上,消除铸锭内部成分分层,让铝合金基体原始组织趋于均匀,避免锻造过程中局部金属流动受阻,形成杂乱断层流线。相较于市面直接使用铝棒挤压毛坯,永鑫生从铸锭阶段管控材质纯净度,为后续一体锻打连续纤维成型打好基础。
一体锻打成型是金属流线致密成型的核心工序。航空铝筒采用整块铝锭无拼接自由锻成型,搭配 15000 吨液压机低速高压多道次锻打,完整流程分为镦粗、冲孔、扩孔、环轧整形四大步骤,总锻造比稳定控制在 6 以上。大压下量三向压应力作用下,铸态粗大枝晶组织被充分击碎,动态再结晶生成细密等轴晶粒;坯料内部微小气孔、疏松缺陷被压实焊合,筒体致密度接近材料理论数值。锻造过程严格控制 450-490℃恒温区间,红外测温实时监控坯料温差 ±2℃以内,采用三段梯度升温,杜绝筒体壁厚内外温差过大造成的局部晶粒粗化、流线扭曲问题。
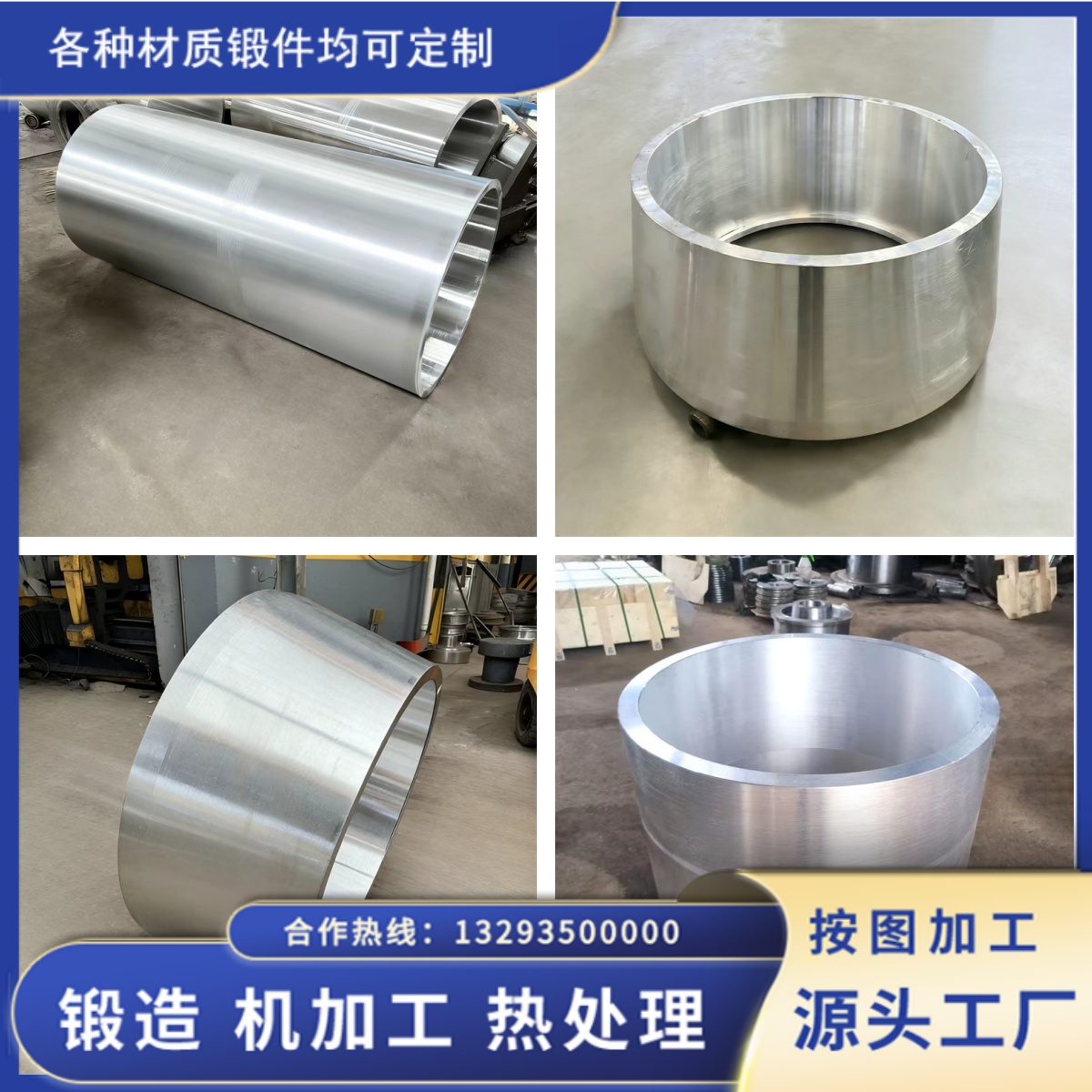
不同于分段加工铝筒流线在拼接处直接中断,永鑫生一体锻打铝筒金属纤维顺着筒体环形轮廓、轴向受力方向完整延展,筒壁周身流线连续无断点、无交叉紊乱。金相检测可见,筒体内外层纤维分布均匀致密,不存在流线分叉、折叠夹层缺陷。同等材质规格对比测试,一体锻铝筒沿受力方向抗拉强度提升 25%,疲劳循环次数较挤压拼接筒体高出三倍,高空长期交变载荷下不易出现应力集中裂纹,完美适配航空液压筒体、运载舱筒、设备承力筒等核心部件需求。
热处理与全项检测锁住致密组织性能。锻打完成后执行固溶淬火 + 双级人工时效标准化流程,快速锁死细化晶粒与连续流线结构,释放锻造残余应力,防止后续机加工变形、组织松弛。成品执行 100% 超声波无损探伤、渗透探伤、金相切片流线观测,每批次留存力学试样,出具完整探伤报告、金相组织图谱、拉伸冲击性能数据,全部符合航空 AS9100 制造标准。车间长期生产数据显示,一体锻高强铝筒探伤合格率稳定 99.5% 以上,极少出现内部流线缺陷返修情况。
当下航空制造轻量化升级提速,很多厂商一味追求减重忽略内部组织品质,短期测试达标但长期服役隐患突出。山西永鑫生不依赖表面精加工掩盖内部缺陷,坚持以一体锻打工艺打造连续致密金属流线,用稳定可复现的工艺参数、完整可追溯检测数据保障产品可靠性,兼顾轻量化、高强度与长疲劳寿命,为国内航空装备核心筒体锻件国产化提供务实可靠的锻造解决方案。

