7075 厚壁铝筒锻件全流程生产管控纪实
2026-07-15 09:22
山西中重重工集团
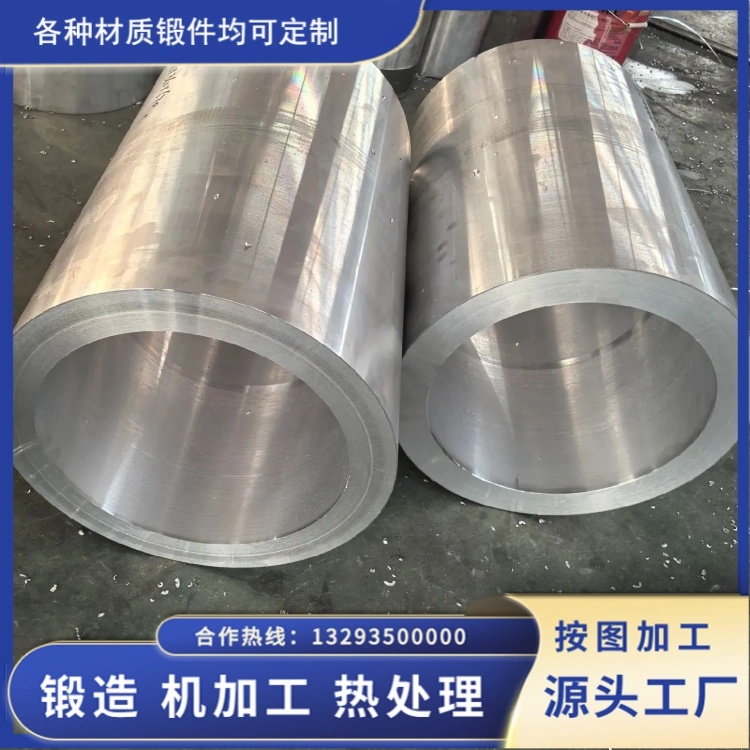
7075 厚壁铝筒作为高压液压、航空配套、储能设备核心承力部件,锻造门槛远高于普通铝合金筒体,行业普遍存在成型开裂、热处理变形、性能不均等问题。位于定襄锻造产业园的山西永鑫生重工深耕铝合金锻件三十余年,依托自有万吨锻造设备与完整热处理、精加工产线,形成一套成熟稳定的 7075 厚壁铝筒锻件标准化生产体系,不依赖简化工艺压缩成本,以全流程管控稳定成品合格率,本文结合工厂实际生产流程客观拆解整套制造逻辑。
原料进厂是品质第一道防线,永鑫生不采用回收重熔铝锭,全部采购原厂国标 7075 铸锭,每批次原料进厂同步完成光谱元素检测、超声波探伤与金相抽检,严控锌、镁、铜合金配比,铁、硅有害杂质严格卡在标准下限。厚壁筒体后期机加工去除余量有限,铸锭内部缩孔、夹杂无法通过锻造消除,一旦流入工序会在承压工况形成裂纹源。所有原料建立批次溯源台账,材质报告、探伤记录随锻件留存,方便客户复检核查。坯料预处理采用碱洗除氧化皮,低温烘干静置 24 小时,避免加热时表皮杂质熔融渗入基体形成表层缺陷。
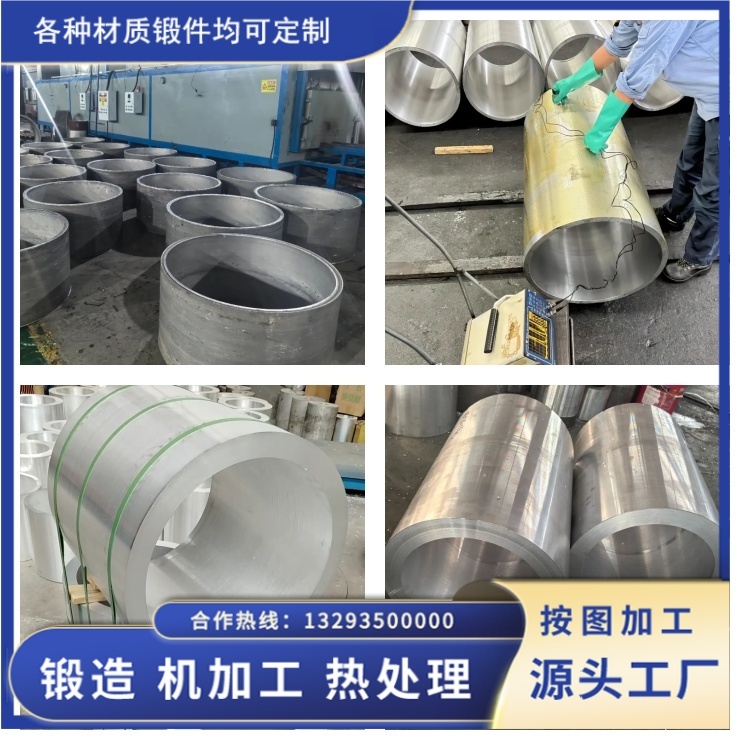
锻造环节是 7075 厚壁铝筒成型最大难点,该材质锻造温区仅 30 至 50℃,温差把控稍有偏差就会出现报废。永鑫生配备分段梯度加热智能电炉,针对厚壁筒体升温慢、内外温差大的问题,执行三段式升温工艺,低速升温释放坯料内部应力,每 25mm 壁厚延长一小时恒温保温,搭配多点红外测温,将坯料芯部与表层温差控制在 15℃以内,始锻稳定控制 465-475℃,终锻不低于 380℃永鑫生重工...。成型依托 15000 吨油压机与数控辗环机,采用镦粗、冲孔、扩孔、多道次碾环成型,锻造比稳定控制在 3 倍左右,低速多次微量压下,击碎铸态粗大晶粒,让金属纤维沿筒体轴向、周向完整连续分布,避免纤维断裂。碾环阶段采用多点对称支撑工装,缓解筒体自重带来的椭圆、弯曲问题,从锻坯阶段缩小壁厚差、同轴度误差,减少后续整形工作量。
热处理直接决定筒体长期使用稳定性,工厂针对厚壁铝筒壁厚不均、冷却变形大的痛点,主推 T651 去应力工艺。固溶 470℃精准保温,保温时长依据筒体实际厚度调整,保证强化相充分溶解;水淬工序控制 15 秒内整体入水,抑制粗大析出相;淬火 4 小时内完成 1.8%-2.5% 拉伸校直,抵消大部分淬火残余应力,再进行长时间低温人工时效,均匀析出细小强化相,成品抗拉强度稳定 550MPa 以上。区别于小型加工厂简化校直工序的做法,永鑫生坚持厚壁铝筒必须做拉伸去应力,规避后期机加工翘曲、失圆报废。
精加工与成品检测环节全程标准化。7075 铝材硬度高、环形工件装夹易弹性形变,加工采用多爪均匀分散工装,分层切削,粗加工后静置 48 小时释放应力再开展半精、精加工,降低尺寸回弹。成品执行双重无损检测,渗透检测排查表面微裂纹,超声波全壁厚扫描探伤,力学取样覆盖筒壁中部、筒口两端,确保不同位置性能均匀。
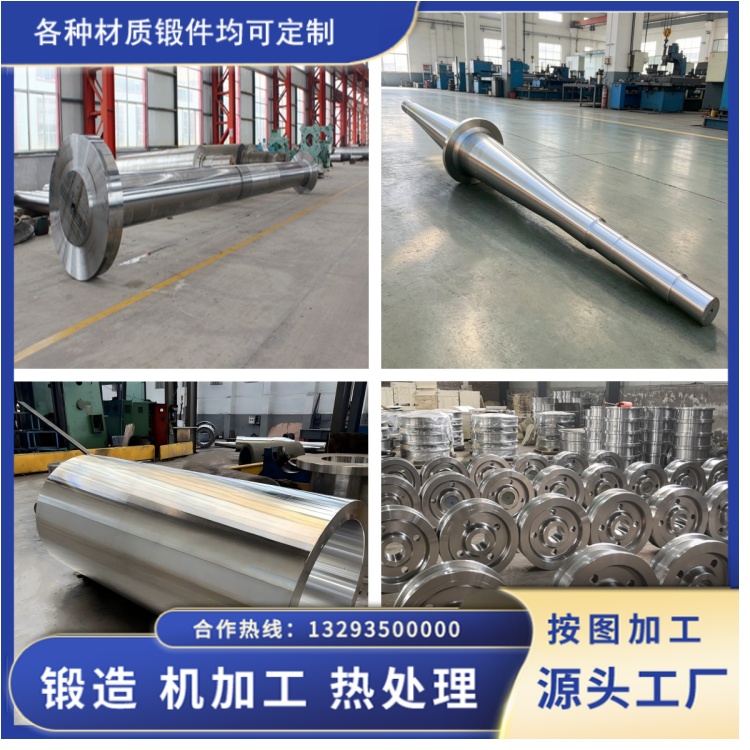
从长期生产数据来看,永鑫生 7075 厚壁铝筒锻件探伤稳定合格率 99.5%,抗疲劳性能优于挤压管材,常年供给液压设备、航空配套、新能源储能筒体客户。整套生产流程没有捷径,每一道工序的标准都是多年应对客户现场失效问题总结而来,不偷减保温、锻造、去应力工序,也是高端设备厂商长期选择该厂铝筒锻件的核心原因。

