源头厂家直供非标铝合金筒体,来图来料加工,全流程把控尺寸精度
2026-07-15 08:51
山西中重重工集团
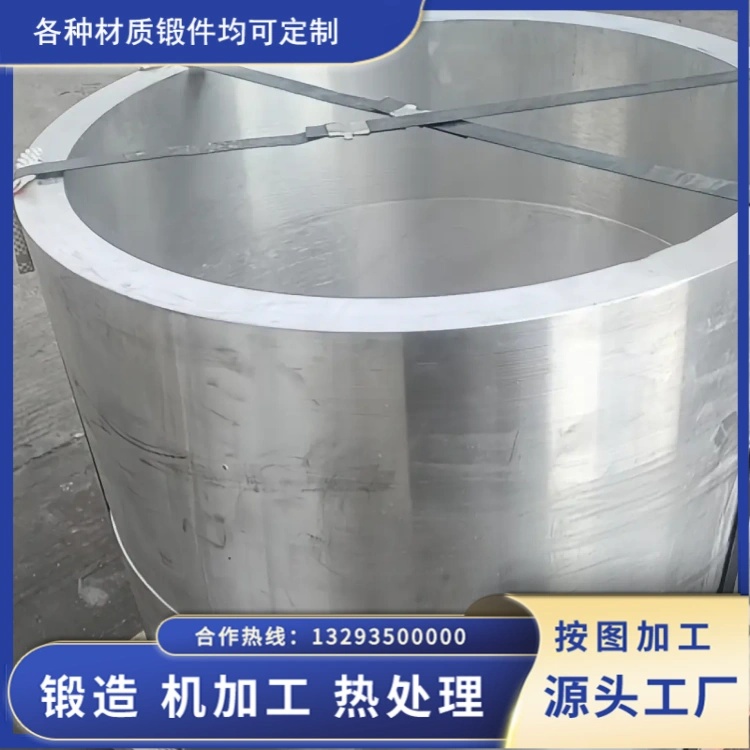
风电液压腔体、船舶高压储液筒、海上平台承压铝筒大多为非标结构,市面上流通标准铝合金筒体锻件很难匹配设备装配尺寸,不少企业选择中间商拿货,不仅多一层加价,图纸传达偏差、多厂外协加工还极易出现尺寸超差,到货后需要二次打磨、补焊,耽误整机装配工期。山西永鑫生重工作为铝合金筒体锻造源头生产厂家,自有完整锻造、热处理、数控精加工生产线,支持客户来图、来料两种加工模式,从原料、锻造、热处理到精加工全程自主管控,不外包、不分段代工,从根源保证筒体尺寸精准可控,适配各类高压、耐腐蚀工况配套需求。
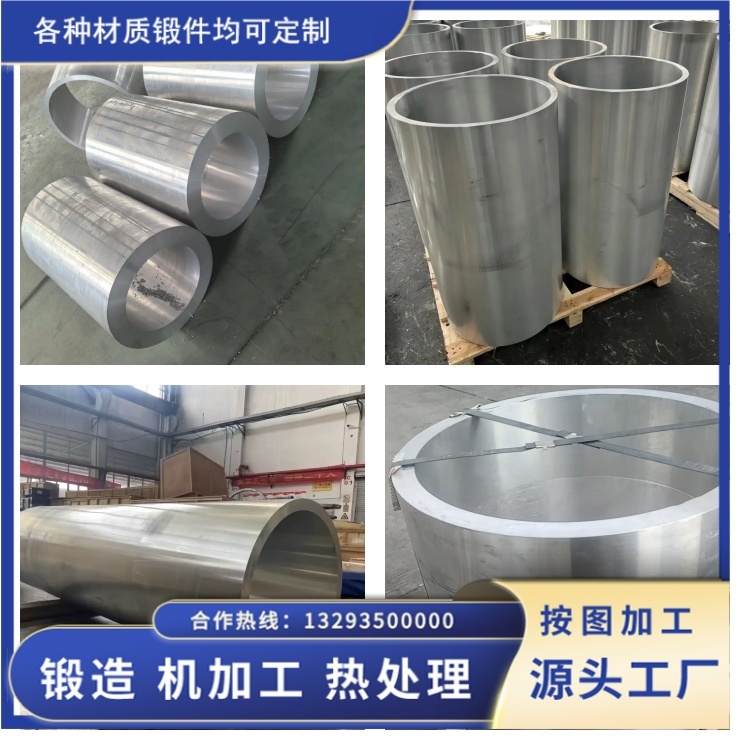
作为直供源头工厂,永鑫生省去经销商中转环节,沟通、排产、质量对接全部直接对接采购与技术人员,图纸需求传递无信息损耗。客户可直接发送二维 CAD 图纸、三维模型,也可寄送实物样品,技术部一对一审图核算,根据筒体壁厚、法兰开孔、变径台阶、密封面公差等参数,核算锻造收缩量、热处理变形余量,出具详细工艺方案。针对来料加工客户,工厂可接收客户自备 6061、5083、5086 铝锭原料,进厂后先通过光谱仪复检材质成分,排查杂质、成分偏差,确认原料合格后再下料锻造,全程留存来料检测记录,原料损耗、加工工时透明可查,不存在中间商虚报用料、抬高加工费用的问题。
尺寸精度管控贯穿整套生产工序,每一步设置尺寸复核节点,避免累积公差。下料阶段根据成品尺寸精准裁切铝坯,预留合理锻造余量,余量经过多次生产数据校准,既不会余量过多浪费铝材,也不会余量不足导致精加工无法修正尺寸偏差;万吨液压机搭配数控辗环机锻造成型,轧制过程实时监测筒体外径、内径、壁厚,随时调整轧辊间隙,毛坯圆度、壁厚均匀度提前校正,减少后续精加工切削量。
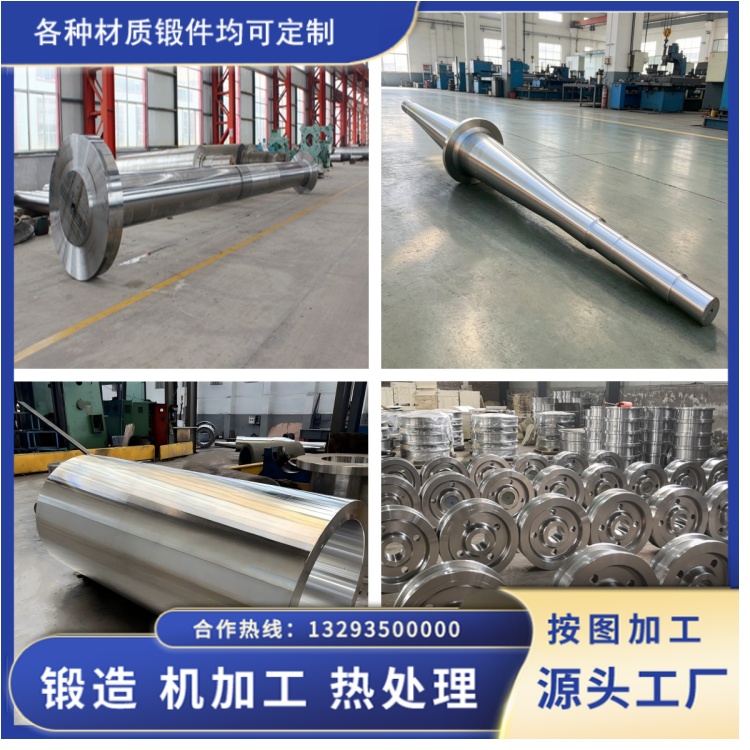
锻造完成后不直接上机加工,增设完整热处理 + 校直工序。铝合金锻件锻造、淬火后会产生残余应力,直接精加工极易出现加工后失圆、长度变形,永鑫生按照对应铝材执行标准化固溶时效,热处理结束使用液压校直设备校正筒体直线度,再静置释放内应力,大幅降低精加工后尺寸回弹风险,这是很多小型加工厂简化省略的关键步骤,也是成品尺寸稳定的核心保障。
精加工环节配备大型数控立车、镗床,关键密封面、法兰安装面、内外径统一采用一次装夹成型工艺,减少多次装夹带来的定位误差,常规筒体尺寸公差稳定控制在 IT7-IT9 级,法兰端面平面度、筒体同轴度、直线度全部满足风电、船舶高压密封装配标准。每支筒体精加工完成后,质检人员使用卡尺、千分表、三坐标测量仪全尺寸核验,外径、内径、总长、法兰厚度、开孔位置逐项记录,尺寸超差工件返回返工,绝不流入成品库。
对比中间商分销、多厂分段加工模式,永鑫生源头直供来图来料加工优势十分务实:图纸需求一对一对接无偏差,原料品质自主把控,全工序一体化生产杜绝公差累积,尺寸精度全程可控。无论小批量样机试制,还是大批量风电、船舶项目配套,均可灵活排产,出厂附带完整尺寸检测单、探伤报告、材质证明,筒体锻件到货可直接装配,无需现场二次改造,有效缩短整机生产周期,长期采购综合成本更低。

