铝合金筒体标准化热处理全流程,稳定提升抗拉强度与抗疲劳性能
2026-07-14 17:32
山西中重重工集团
风电、船舶高压工况下的铝合金筒体长期承受交变压力、震动冲击,单纯依靠锻造只能夯实基础组织,想要稳定达标抗拉强度、延长疲劳使用寿命,热处理是不可或缺的核心工序。山西永鑫生重工针对 6061、6082 等可热处理强化铝筒体,建立整套标准化热处理生产线,采用分段升温固溶、精准水淬、梯度人工时效全流程管控,不依靠夸张性能宣传,以可落地、可检测的工艺,实实在在提升铝合金筒体锻件抗拉指标与抗疲劳能力,适配海上风电液压筒、船舶高压储液筒体等长期交变载荷工况。
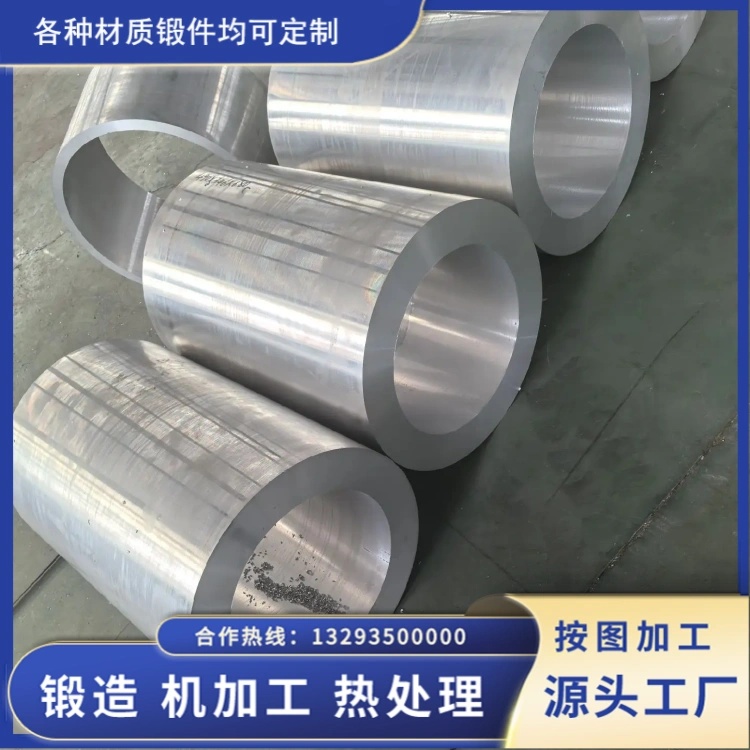
永鑫生热处理完整流程分为锻前均质预处理、固溶加热、快速淬火、去应力静置、人工时效五大环节,每一步参数均依据筒体壁厚、铝合金牌号单独设定,杜绝统一炉温一锅处理造成性能参差不齐。第一阶段为锻造后均质预处理,筒体环轧成型后,先送入恒温退火炉,380-400℃保温 2-3 小时,缓慢释放锻造过程产生的挤压应力,消除筒壁内部成分偏析。未做均质处理的筒体,内部合金元素分布不均,后续热处理会出现局部强度偏低,交变压力作用下易率先产生疲劳裂纹,这也是很多小型加工厂铝筒短期渗漏开裂的主要原因。
第二道核心工序是阶梯式固溶处理,采用双室循环加热炉,炉温温差控制在 ±3℃以内,避免局部过烧。以常用 6061 筒体为例,分两段升温:先升至 440℃保温 2 小时,让筒壁内外温度同步,再升温至 470-485℃保温,保温时长按筒体厚度计算,每 10mm 壁厚增加 1 小时,保证镁、硅合金元素充分溶解进铝基体,形成均匀过饱和固溶体。固溶温度偏低、保温时间不足,强化相无法完全溶解,最终抗拉强度难以突破 300MPa;温度过高则会造成晶界熔融,筒体韧性大幅下降,疲劳寿命减半,车间配备红外实时测温设备,全程记录炉温曲线,每炉留存工艺档案便于追溯。
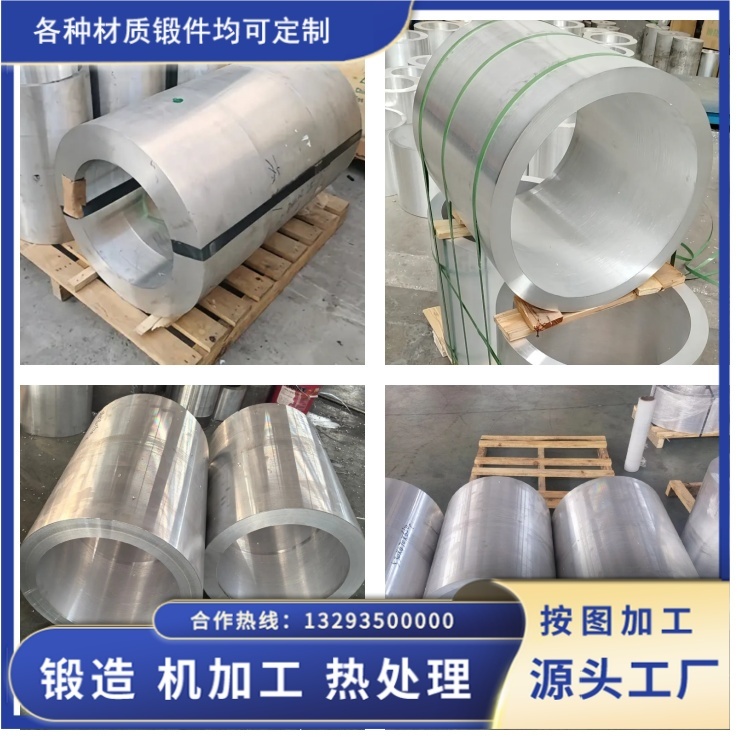
固溶完成后执行限时快速水淬,筒体出炉 15 秒内转移至恒温淬火槽,25℃清水全方位喷淋冷却,快速锁住高温均匀组织,防止合金元素提前析出粗化。大口径厚壁筒体搭配专用工装悬挂淬火,避免筒体自重挤压变形,同时平衡筒壁内外冷却速度,减少淬火残余应力。冷却速度不足会直接削弱后续时效强化效果,成品抗拉、屈服强度同步下降,无法满足高压工况承压标准。
淬火后的筒体不直接进入时效炉,增设 24 小时常温静置去应力工序,释放淬火带来的内应力,防止精加工后筒体圆度、同轴度变形,同时降低应力集中点,减少疲劳裂纹萌生源头。最后进入人工时效工序,6061 铝筒采用 120-150℃保温 16-22 小时,低温恒温环境下,过饱和基体均匀析出细密 Mg₂Si 强化相,细小弥散的强化相可以阻碍金属内部位错滑移,大幅提升筒体抗拉强度,成品抗拉稳定达到 310MPa 以上;针对频繁震动、高疲劳需求的船舶筒体,采用分级时效工艺,先低温长时间保温,再小幅升温二次时效,在保证高强度的同时,优化晶界组织,延缓疲劳裂纹扩展速度。
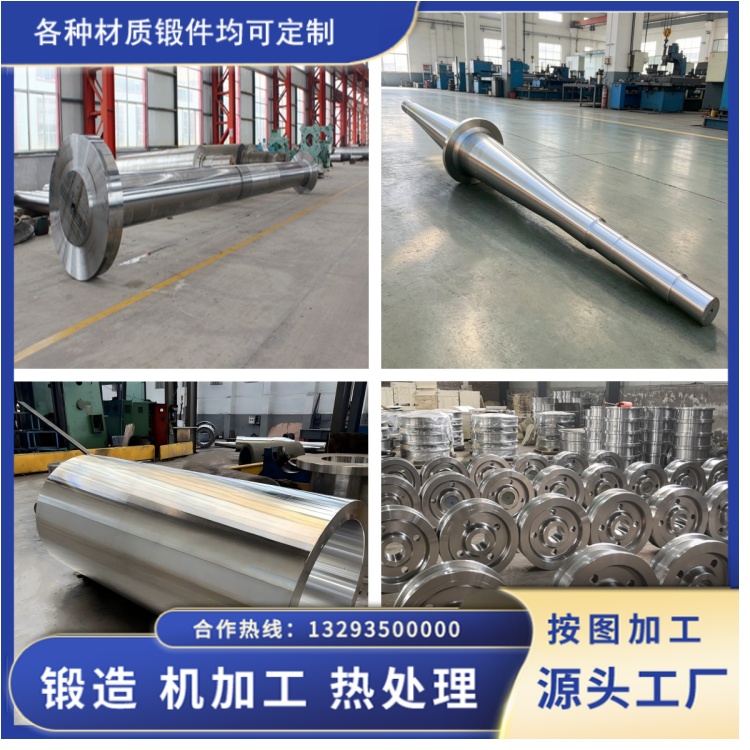
整套热处理完成后,每支筒体抽取试样做拉伸试验、疲劳循环测试,留存力学检测报告。对比未热处理的锻造铝筒锻件,经过完整 T6 热处理流程的筒体抗拉强度提升 40% 以上,上万次交变压力循环无裂纹,适配海上风电、船舶长期持续震动、压力波动工况。永鑫生不简化热处理工序,不因赶工期缩短保温、静置时长,依靠标准化、精细化热处理流程,从金相组织层面同步拉高筒体抗拉与抗疲劳两项核心性能,为高压、交变工况提供稳定可靠的非标铝合金筒体。

