大型船用曲轴锻件全流程锻打工艺实操
2026-07-04 11:59
山西中重重工集团
大型船用曲轴锻件是船舶柴油机核心动力部件,承载整机交变冲击、扭转与弯曲复合载荷,曲轴锻打质量直接决定主机使用寿命与航行安全性。相较于普通轴类锻件,船用曲轴结构复杂、曲拐受力特殊、成型难度大,对锻造火次、变形量、金属流线控制要求极高。山西永鑫生重工依托万吨液压锻造机组,长期从事大型整体曲轴、组合曲轴锻件生产,全程采用写实化标准工序落地生产,不简化锻打流程、不依赖后期加工弥补成型缺陷,严格遵循船级社工艺规范,稳定输出高可靠性船用曲轴锻件。
锻打前期坯料预处理与阶梯加热,是曲轴成型的基础保障。大型曲轴原材料统一选用电炉精炼、VD真空脱气合金钢锭,常用42CrMo、35CrMo材质,进厂后经光谱复检、超声波初探,彻底切除成分偏析严重的钢锭头尾区域,避免缩孔、夹杂带入锻造工序。下料后坯料统一规整打磨,去除切割毛刺与表层氧化硬皮,防止锻打过程产生折叠缺陷。加热环节摒弃快速升温模式,采用天然气温控炉阶梯升温,低温阶段慢速预热释放坯料内应力,高温阶段稳定在1100–1180℃充分保温,保证钢锭内外温度均匀、塑性一致,杜绝表层过热晶粒粗大、芯部未锻透的常见问题,为多火次锻打奠定均匀塑性基础。
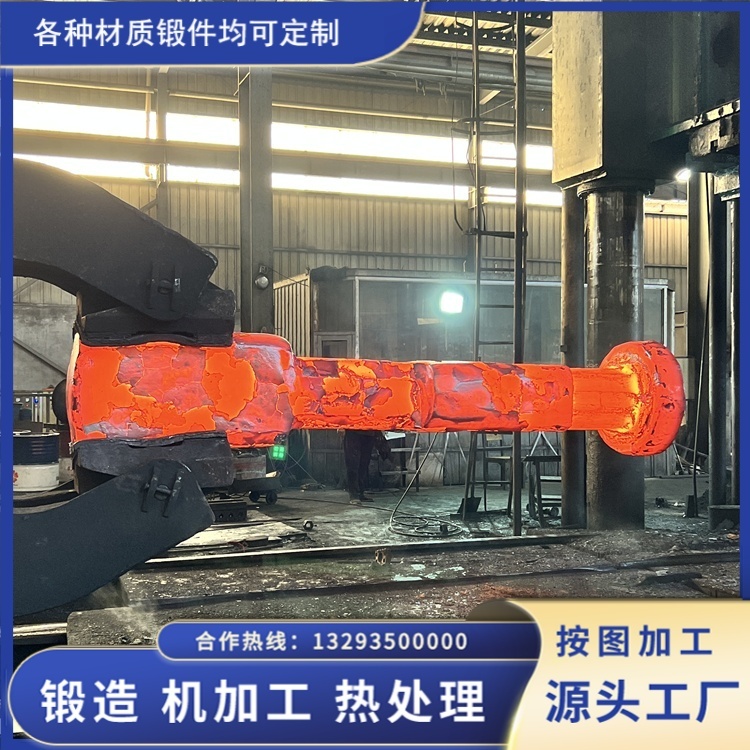
多火次制坯锻打,压实内部组织、规整毛坯形态。大型曲轴无法一次成型,永鑫生固定采用四火次分段锻打工艺,适配曲拐复杂结构。第一火以镦粗、拔长为主,加大整体锻造比,彻底压实钢锭内部疏松、气孔,破碎粗大铸态组织,让基体组织初步致密化;第二火精准预锻成型,锻出曲轴主轴颈、连杆颈基础轮廓,修整坯料截面,保证各部位变形量均匀统一;第三火重点针对曲拐臂过渡区域强压整形,优化金属流动方向,避免局部应力集中与流线紊乱;第四火整体精整定型,修正弯曲、偏心等外形偏差,统一各部位尺寸余量。全程依托操作机配合液压机匀速施压,控制单次压下量,杜绝冲击式锻打产生内部微裂纹。

曲拐专项成型与流线管控是曲轴锻打的核心关键。船用曲轴失效多集中在曲拐过渡位置,核心原因是金属流线截断、扭曲、不连续。永鑫生针对曲拐部位采用专用预锻、弯锻成型工艺,通过模具辅助精准压出对称曲拐结构,保证金属纤维顺着受力方向连续延展,实现全纤维锻造效果。锻打过程严格管控终锻温度,全程不低于850℃,低温坯料坚决回炉复热,禁止低温硬锻导致的组织硬化、表层开裂。成型后第一时间人工外观排查,重点检查曲拐根部、轴颈过渡圆角,杜绝折叠、压坑、磕碰等显性缺陷。

锻后缓冷、预处理与初检,闭环把控锻打质量。曲轴锻件锻打完工后禁止直接空冷,全部送入保温坑缓慢降温,规避大型锻件极易出现的白点、残余应力超标问题。缓冷完成后进行高温正火处理,细化锻造晶粒、均匀带状组织,消除锻打残余应力,修正锻后轻微变形,为后续调质热处理与精加工打好基础。所有曲轴毛坯完成锻造预处理后,全部进行超声波初步探伤,筛查内部超标缺陷,不合格毛坯直接返锻处理,不流入下道工序。整套锻打流程务实落地,以多火次稳变形、全流线可控成型的工艺,保障大型船用曲轴锻件组织致密、性能稳定,满足远洋船舶主机长期重载服役要求。

