各类船用轴锻件定制全流程生产详解
2026-06-30 11:22
山西中重重工集团
船用轴锻件系包含艉轴、中间轴、推力轴、舵杆、连接轴等多种锻件,不同轴件承载载荷、使用环境差异较大,无法套用统一标准化生产方案。山西永鑫生重工依托万吨锻造设备、一体化热处理与精加工产能,针对各类船舶轴锻件实行一对一定制化生产,全程贴合 CCS 船级社 W-05 锻件规范,从需求对接、材质选型到成品交付形成完整定制流程,所有工艺落地贴合车间实操,不夸大产能与制造能力,客观适配内河、远洋、冰区、工程船等不同场景需求。
定制生产第一步为技术对接与方案确认。客户提供图纸、船舶吨位、航行海域、载荷参数、船检要求后,技术部拆解轴件受力结构,区分产品类型制定专属工艺方案。艉轴长期浸泡海水,承受扭转与螺旋桨冲击,优先选用 42CrMo 或 34CrNiMo6 耐腐蚀合金钢;中间轴工况平稳、载荷中等,内河船舶可选用 35CrMo 控制成本;推力轴持续承受轴向推力,法兰加厚部位提升锻造比,保证根部组织密实;舵杆频繁往复扭转,圆角区域加密探伤扫查标准。方案中同步标注锻造余量、热处理曲线、探伤验收等级,与客户确认后再投产,避免后期尺寸、性能不符返工。
原材料按需定制采购,严控纯净度适配船用标准。所有船轴原料统一选用钢厂真空脱气精炼钢锭,杜绝普通连铸坯。根据定制方案匹配对应材质,进厂后理化实验室完成光谱复检,严格管控硫、磷杂质含量,钢锭先行超声波初探,切除冒口、底部偏析缺陷段。针对冰区船舶重载轴件,额外增加低倍金相检测,排查中心疏松;常规近海轴件按基础船用标准管控,做到按需选材,不盲目使用高镍合金抬高客户采购成本。每支钢锭炉号与后续锻件编号绑定,实现材质全程追溯。

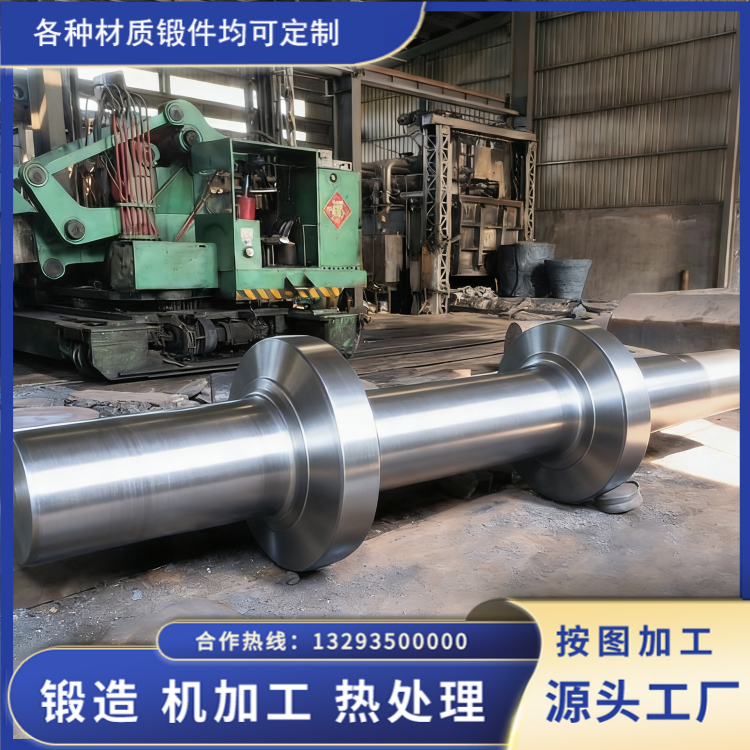
锻造工序差异化定制工艺,匹配不同轴件结构特点。厂区 15000 吨自由锻液压机可承接最长 20 米超长船轴、直径 800mm 以内大截面轴锻件。通用中间轴采用一镦两拔,锻造比不低于 3:1;艉轴、推力轴等高应力部件执行两镦三拔,锻造比提升至 4 以上,充分压实内部微孔,让金属流线沿轴向连续分布。超长轴分段加热、分段锻打,全程红外测温监控,合金钢始锻温度 1100-1180℃,终锻温度不低于 850℃,低温锻打坯料直接回炉重烧,防止内部微裂纹。异形法兰、台阶轴单独设计滚圆、错移工序,避免锻造折叠、流线断裂。锻后统一进缓冷坑保温降温,释放锻造应力,减少轴件弯曲变形。
热处理、精加工按需调整参数,满足定制性能与尺寸要求。锻后先做正火细化晶粒,粗加工完成后执行专属调质曲线:42CrMo 轴件 850℃油淬搭配 560℃回火;34CrNiMo6 厚壁艉轴延长淬火保温时长,分段控制冷却速率。每炉随炉截取拉伸、低温冲击试样,依据客户指标调整回火温度,平衡强度与韧性。精加工采用大型数控卧车,超长轴分段加工校正直线度,严格把控轴颈同轴度、密封面光洁度、键槽公差;客户有防腐需求时,可配套氮化预处理工序,提升轴体耐海水腐蚀能力。
多级定制化检测闭环验收,适配不同船检要求。粗加工、精加工两道工序分别开展 UT 超声波、MT 荧光磁粉探伤,推力轴法兰、艉轴圆角等高应力区域提高扫查密度。依据船舶等级划分探伤验收等级,远洋重载轴执行 Ⅰ 级锻件标准,内河轻载轴适度放宽点状缺陷限值。全部探伤波形、力学试验数据、热处理曲线单独归档,可按客户要求整理成套报验资料,支持验船师驻厂全程监造。交付形式灵活,可提供毛坯、粗加工半成品、精加工成品,一站式完成定制生产,减少客户多厂家外协对接成本。

永鑫生整套定制生产流程以客户实际工况为核心,不套用统一模板,每一类船轴单独规划工艺、检验标准,依靠稳定可控的全流程管控,保证各类定制船用轴锻件力学性能、内部质量、尺寸精度全部达标,长期稳定配套各大船舶制造企业。

