大型锻钢阀体锻件无损探伤核心检测标准及实操规范
2026-06-25 15:18
山西中重重工集团
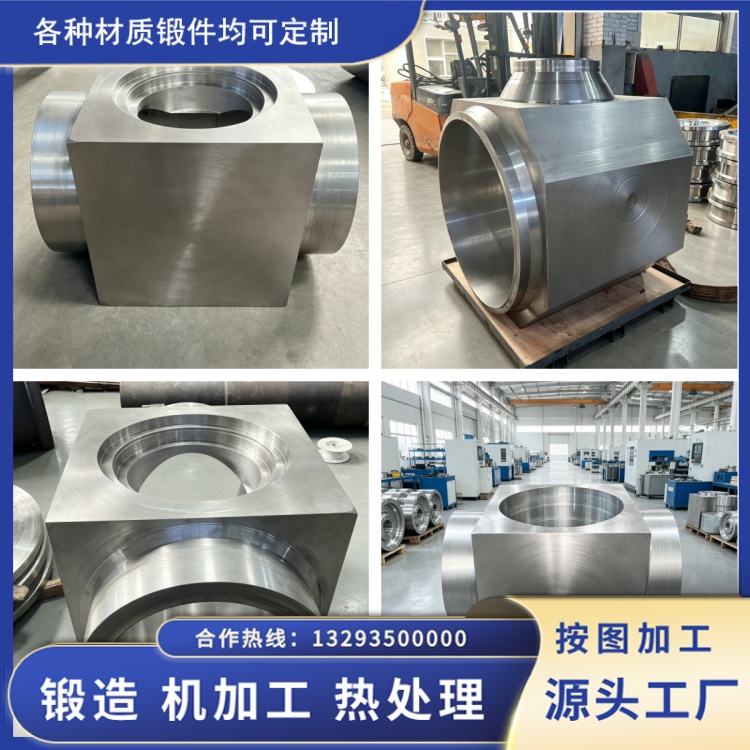
大型锻钢阀体锻件广泛应用于火电、石化、长输油气管道等高压、高温、高载荷工况,锻件内部的缩孔、夹杂、裂纹、疏松等缺陷,是导致阀体高压泄漏、疲劳断裂的主要隐患。无损探伤作为锻件出厂前的核心检测工序,可在不破坏工件结构和性能的前提下,精准排查内外缺陷,保障阀体服役安全性。目前行业检测均遵循国标、机标及承压设备专用标准,严格规范检测方法、判定阈值及验收准则,杜绝不合格锻件流入装配及使用环节。
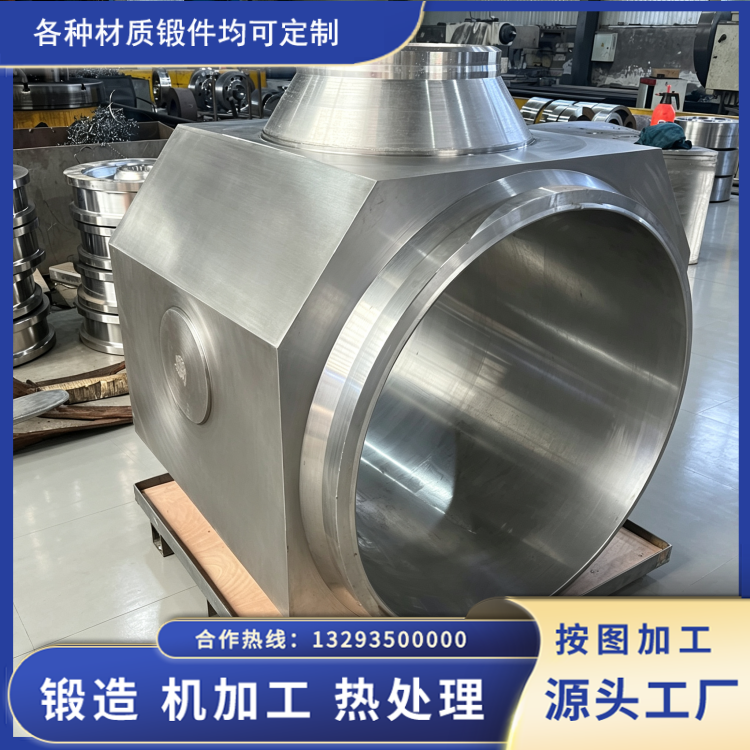
大型锻钢阀体锻件主流无损探伤方式包含超声波检测、磁粉检测、渗透检测三大类,分别对应内部深层缺陷、表面近表面缺陷、细微开口缺陷检测,各类检测均有明确执行标准。超声波检测(UT)是锻件内部质量检测的核心手段,主要执行GB/T 6402-2018《钢锻件超声检测及评级方法》,适用于碳钢、合金钢大型阀体锻件的缩孔、夹层、内部裂纹、粗大夹杂等缺陷检测,覆盖阀体阀体本体、法兰、流道等所有承压关键部位。
按照标准要求,大型高压锻钢阀体需执行全截面100%超声波扫查,检测探头选用2.5MHz常规探头,厚壁阀体适配1.5MHz低频探头,规避厚壁衰减导致的漏检问题。检测灵敏度严格按照Ⅱ级验收标准执行,单个缺陷当量直径不超过2mm,密集性缺陷区域面积不得超过检测截面的2%,且不允许存在连续性长条缺陷、中心缩孔残留。对于压力等级PN160及以上的高压阀体,需提升检测等级,执行Ⅰ级验收标准,进一步收紧缺陷阈值,保障高压工况稳定性。
磁粉检测(MT)主要用于排查阀体锻件表面及近表面裂纹、折叠、发纹等缺陷,执行GB/T 9444-2019《铸钢、锻钢件磁粉检测》标准,适用于铁磁性锻钢阀体。锻造过程中产生的表层细微裂纹、热处理应力裂纹,肉眼及超声波难以识别,可通过磁粉检测精准检出。实操中需采用湿法连续磁化方式,对阀体端面、圆角、流道过渡段等应力集中高危区域重点检测,标准明确禁止任何线性裂纹、折叠类缺陷存在,点状微小缺陷需控制在规定数量范围内。
渗透检测(PT)多用于精加工后阀体表面开口缺陷复检,执行JB/T 4730.5承压设备检测标准,针对部分无法磁粉检测的异形结构、精加工镜面表面,可有效排查细微开口气孔、微裂纹。三类检测方式相互补充,形成完整的无损检测体系,覆盖大型锻钢阀体从内部到表面的全维度缺陷排查。

实际检测过程中,需严格遵守标准适用边界,杜绝经验化操作。锻件需提前完成热处理、打磨除锈,表面粗糙度达标后方可检测,避免氧化皮、锈蚀干扰检测结果。同时检测环境温度、设备校准、人员资质均需符合规范,检测设备每日开机需做灵敏度校准,检测人员需持有特种设备无损检测资质,确保检测数据真实有效。标准化的无损检测流程,是把控大型锻钢阀体锻件基础质量、规避后期服役风险的核心保障。

