压力容器管板锻件锻造工艺全流程解析
2026-06-22 12:17
山西中重重工集团
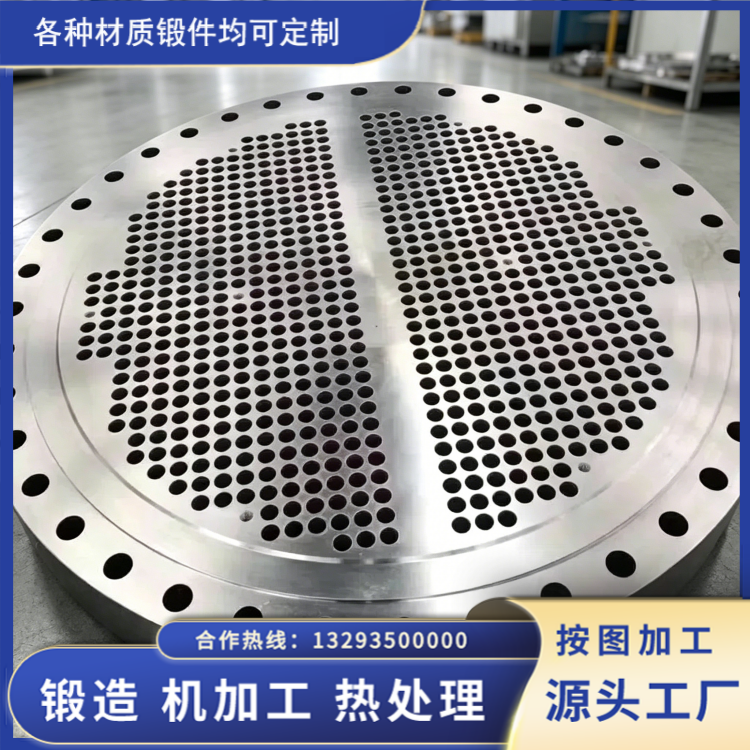
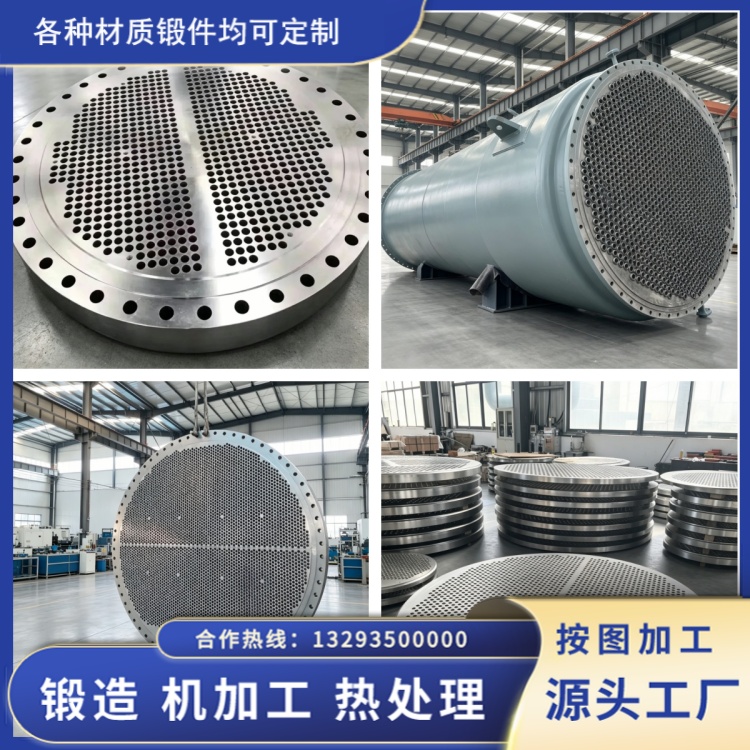
管板是管壳式换热器、压力容器管板锻件的核心承压部件,起到固定换热管束、隔离冷热介质的关键作用,设备运行时需承受压力、温差、介质腐蚀多重载荷,整体强度、致密性直接决定整套化工、电力设备安全寿命。市面上薄板轧制管板仅适用于低压常温工况,高温高压设备基本全部采用锻造管板锻件,本文结合实际生产流程,客观拆解锻造全工序,无夸大工艺宣传,全部基于锻件厂真实加工标准。
原材料下料与钢坯质检
锻造第一步是原材料筛选,主流材质包含 20#、16Mn、42CrMo、304、316L、双相钢 2205 等。进厂钢坯必须附带原厂材质质保书,车间会先做光谱复检,确认碳、铬、钼、镍等合金元素含量达标,杜绝材质混料。 根据管板成品厚度、直径预留锻造加工余量,厚壁高压管板单边锻造余量通常控制在 30-60mm,薄型小管板余量 15-25mm。下料采用数控锯床切割,保证坯料端面平整,避免加热时局部应力集中产生裂纹,切割完成后清理坯料表面氧化皮、夹层、气孔等肉眼可见缺陷,存在深度缺陷的钢坯直接报废,不流入加热工序。
分段加热与锻打成型
钢坯送入天然气加热炉分三段升温,低温预热段缓慢升温,防止钢坯内外温差过大开裂;中段升温至锻造恒温区间,碳钢、低合金钢锻造温度约 1100-1250℃,不锈钢、双相钢温度控制区间更窄,过高会造成晶粒粗大,降低耐腐蚀性。恒温保温时间根据坯料厚度调整,保证钢坯整体温度均匀。 锻打分为粗锻、精锻两道工序:粗锻使用万吨油压机反复镦粗,击碎钢材内部疏松、气孔、缩孔缺陷,提升锻件整体致密度,这是锻造管板优于轧制板材的核心优势;粗锻完成后进行精锻整形,控制管板外径、厚度基础尺寸,保证板面平整,减少后续机加工切削量。锻打过程中实时测温,温度低于下限立即回炉二次加热,严禁低温冷锻,冷锻会造成内部微裂纹,后期承压探伤极易不合格。
热处理消除锻造应力
锻打完成后的管板内部存在巨大锻造残余应力,直接机加工会出现变形、钻孔偏移,必须配套热处理。 碳钢、低合金钢管板采用正火 + 回火处理:正火细化晶粒,提升整体韧性;回火消除内应力,稳定锻件尺寸。不锈钢、双相钢管板采用固溶热处理,快速水冷保证奥氏体组织均匀,提升高温耐腐蚀性能。 热处理后车间会抽检硬度,同一块管板不同位置硬度差值需控制在标准范围内,硬度偏差过大代表热处理温度、保温时间不达标,需重新回炉处理。
粗加工、无损探伤与精加工
热处理后的管板先上立式车床粗车,去除表面氧化皮,留出精加工余量。粗加工完成后必须做 100% 无损探伤,包含 UT 超声波探伤、MT 磁粉探伤,检测内部夹层、裂纹、缩松缺陷,高温压力容器用厚管板探伤等级需达到 Ⅱ 级合格标准,探伤不合格锻件直接返修或报废,不允许修补后流入市场。 探伤合格后开展数控深孔钻精加工,按照设备图纸精准加工管孔、法兰螺栓孔,管控孔距公差、孔径光洁度,避免管束装配出现间隙泄漏。加工完成后做钝化、防锈处理,平整包装发货。

工艺管控常见问题
实际生产中最容易出现两类缺陷:一是加热保温不足,锻件内部疏松未完全压实,高压工况长期运行出现渗漏;二是热处理控温不当,锻件加工后变形量大,钻孔精度不达标。正规锻件工厂会全程记录加热温度、锻打压力、热处理曲线、探伤报告,每一件管板附带完整生产台账,方便设备使用方溯源检修。 整体来看,锻造管板的质量核心不在设备吨位大小,而在于每一道工序的精细化管控,稳定、标准化的流程才能产出适配高温高压压力容器的合格管板锻件。

