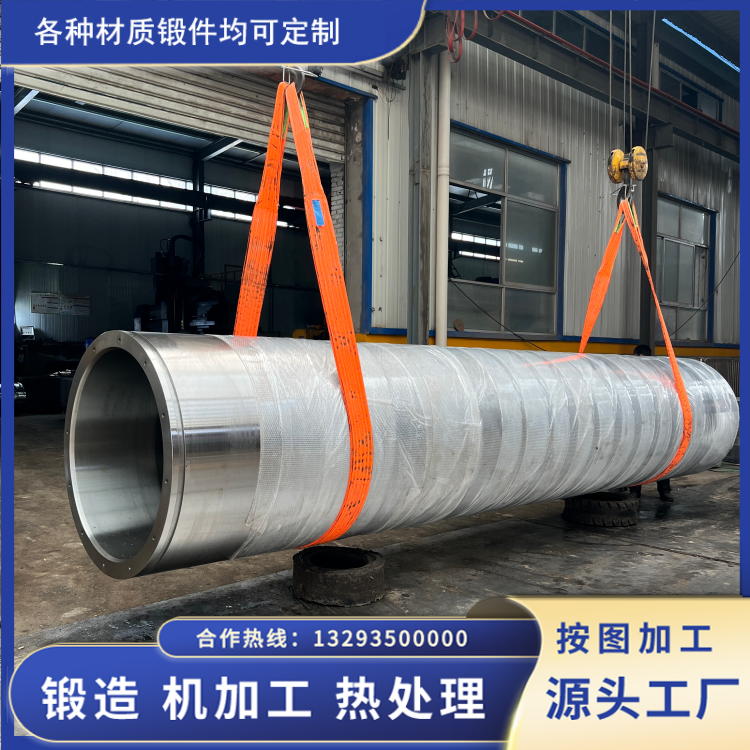
精工锻造不锈钢筒件,从原料到成品的全流程把控
2026-06-10 10:38
山西中重重工集团
不锈钢筒件作为压力容器、化工装备、核电设备的核心部件,其质量直接决定设备运行的安全性与稳定性。精工锻造的不锈钢筒件,从原料甄选到成品出厂,每一道工序都遵循严格的工艺标准,以真实、严谨的生产流程保障产品品质,杜绝浮夸工序,聚焦实际生产把控。
一、原料甄选:源头把控,杜绝先天缺陷
原料质量是不锈钢筒锻件品质的基础,常用材质为 304、316L 奥氏体不锈钢及 2205 双相不锈钢等,需根据产品耐腐蚀、强度等需求精准选材。入厂原料多为钢锭或圆钢,进厂后必须经过双重检测:一是光谱分析,核验化学成分,确保碳、铬、镍、钼等元素含量符合国标,杜绝成分偏差;二是超声波探伤(UT),排查内部气孔、缩孔、裂纹等缺陷,同时人工检查表面氧化皮、夹杂等问题。只有双重检测合格的原料,才能进入下料环节,从源头规避质量隐患。
二、下料预处理:精准切割,消除表面隐患
根据筒件成品尺寸,采用锯切或等离子切割方式下料,厚料多用等离子切割,高精度要求则选用锯切,避免热切割导致边缘氧化。下料时需预留合理加工余量,直径方向留 10-20mm,长度方向留 20-30mm,防止后续加工后尺寸不足。下料后对坯料端面打磨,去除毛刺、氧化皮,避免加热时局部过热产生裂纹;不锈钢坯料禁用碳钢砂粒喷砂,防止铁污染,必要时进行酸洗钝化处理。
三、加热处理:控温匀热,保障锻造塑性
加热是锻造的关键,直接影响金属塑性与内部组织。采用环形炉或台车式加热炉,配备智能温控系统,温度控制精度 ±10℃。奥氏体不锈钢始锻温度 1100-1180℃,终锻温度不低于 900℃,避免 σ 相脆化;双相不锈钢控制在 950-1150℃,确保奥氏体与铁素体比例均衡。保温时间按坯料截面厚度计算,1.5-2 分钟 /mm,低温段缓慢升温,高温段充分保温,确保坯料内外温度均匀,同时控制炉内气氛,减少氧化脱碳。
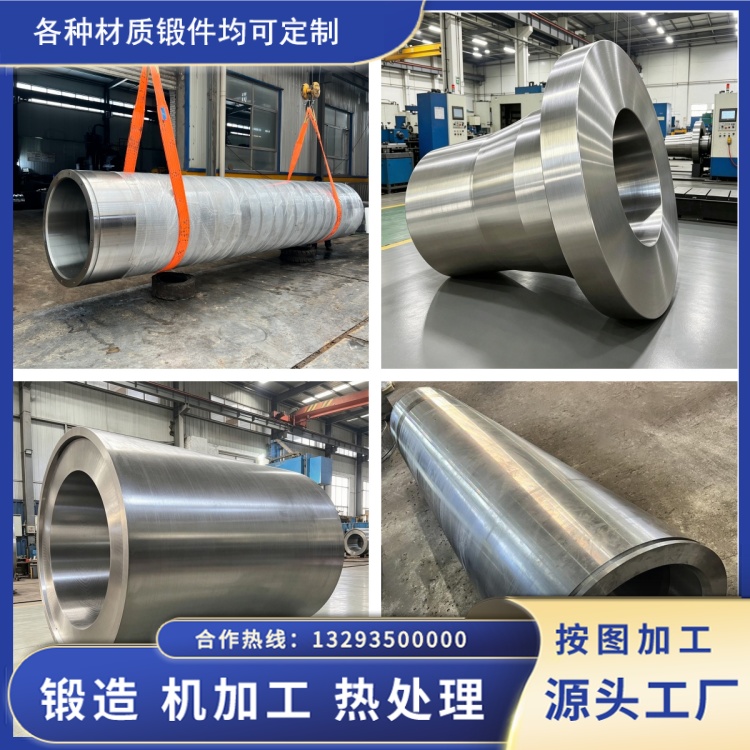
四、锻造成形:核心工序,精密塑形
锻造是筒件成型的核心,采用自由锻工艺,分为镦粗、冲孔、扩孔、整型四步。镦粗将坯料高度压缩,破碎内部枝晶,消除疏松,提升致密度,镦粗比≥2.5 确保锻透;冲孔在坯料中心冲制通孔,采用空心冲头减少损耗;扩孔通过芯棒拔长与旋转碾压,分多火次将筒壁延展至设计厚度,每火次变形量≤30%,实时激光测径控制椭圆度≤1%;整型修正外形偏差,保证筒身圆度与直线度达标。
五、热处理:优化组织,提升性能
锻造后需进行固溶热处理,消除锻造应力,优化内部组织。奥氏体不锈钢加热至 1060-1140℃,保温后水冷,让碳化物重新溶入奥氏体,提升耐腐蚀性;双相不锈钢严格控制冷却速度,避免组织失衡。热处理后及时清理表面氧化皮,为机加工做准备。

六、机加工与检测:精准收尾,合格出厂
机加工采用数控车床,按图纸加工内外圆、端面及连接法兰,控制尺寸精度与表面粗糙度。加工后进行全面检测:尺寸精度用卡尺、千分尺核验;无损检测采用超声波、渗透探伤,排查内部与表面裂纹;力学性能测试拉伸、冲击强度,确保锻件符合标准。所有检测合格后,出具质检报告,包装出厂,全程无冗余工序,以真实流程保障每一件不锈钢筒件的可靠性。

