18CrNiMo7-6 高强度轴锻件 —— 重载传动领域的高性能核心部件
2026-04-22 09:17
山西中重重工集团
在风电、船舶、矿山、重型机械等高端装备制造领域,核心传动轴件长期面临重载、冲击、交变载荷与低温等严苛工况考验,对材料强度、韧性、耐磨性与抗疲劳性提出极致要求。18CrNiMo7-6 合金渗碳钢轴锻件凭借均衡的合金配比、稳定的热处理性能与 “硬面韧心” 的特性,成为此类工况下的优选材料。作为专业锻件供应商,我们深耕 18CrNiMo7-6 高强度轴锻件生产多年,从原料、锻造到热处理全流程严控品质,为客户提供性能可靠、规格齐全的高强度轴锻件,满足高端装备长寿命、高可靠、高效率的运行需求。

18CrNiMo7-6 属于欧洲标准 EN 10084 体系的优质合金渗碳钢(材料号 1.6587),也常与 17CrNiMo6 钢通用,其化学成分精准可控:含碳量 0.15%-0.21%,保证心部韧性与渗碳性能;铬 1.5%-1.8%、镍 1.4%-1.7%、钼 0.25%-0.35%,三大合金元素协同作用,赋予材料卓越性能。镍元素大幅提升低温韧性,让轴件在 - 40℃工况下仍保持良好抗冲击能力;铬元素强化淬透性与耐磨性,确保大截面轴件热处理均匀;钼元素细化晶粒、抑制回火脆性,提升高温稳定性与抗疲劳性。
经规范锻造与渗碳淬火 + 低温回火处理后,18CrNiMo7-6 轴锻件呈现理想性能梯度:表面硬度可达 HRC 58-62,耐磨耐蚀、抗咬合能力强;心部硬度 HRC 30-38,抗拉强度≥940MPa、屈服强度≥670MPa,-40℃低温冲击功≥40J,延伸率≥8%,兼顾高强度与高韧性。对比 42CrMo、45# 钢等常规材质,其疲劳强度提升 50% 以上,耐磨性能提升 3-5 倍,在重载、高速、交变载荷工况下,使用寿命可达普通轴件的 3-5 倍,有效减少设备故障、降低维护成本。
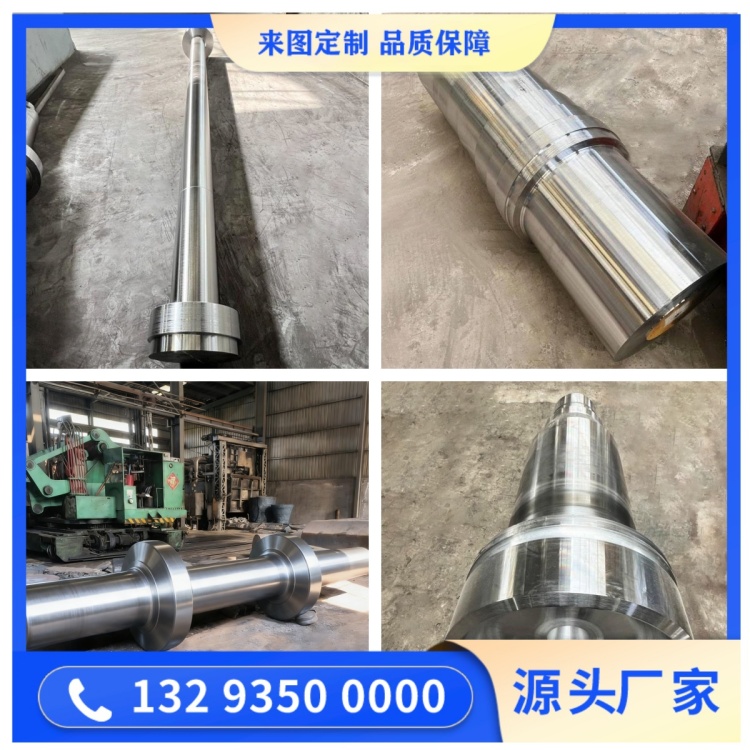
我们生产的 18CrNiMo7-6 轴锻件,全程遵循严苛工艺标准。原料选用优质电炉精炼钢坯,经光谱分析确保化学成分达标,严控硫、磷、氢、氧等有害杂质,避免夹杂、偏析等缺陷。锻造环节采用 “多次镦粗 + 拔长” 工艺,锻造比≥6:1,始锻温度 1150-1220℃、终锻温度≥850℃,细化内部晶粒、优化金属流线,让轴体组织致密均匀,消除铸态缺陷。锻后实施正火 + 回火预处理,释放锻造应力、稳定组织,为后续热处理奠定基础。
热处理采用可控气氛渗碳工艺,渗碳温度 900-950℃、保温 8-12h,精准控制硬化层深度 0.8-1.6mm,碳浓度梯度均匀。随后经精准淬火 + 低温回火(150-200℃),彻底消除内应力,确保轴件尺寸稳定、变形量小,避免使用过程中出现精度衰减、裂纹等问题。所有锻件均经全流程检测:超声波探伤(UT)符合 SEP 1921 标准,杜绝内部裂纹、疏松、夹杂;磁粉探伤(MT)排查表面缺陷;力学性能测试、硬度梯度检测、金相分析逐项验证,随货提供完整质保书与检测报告,品质可追溯、可信赖。
现货规格覆盖直径 Φ80-Φ600mm、长度 500-3000mm,涵盖风电齿轮箱高速轴、船舶推进轴、矿山机械主轴、重型减速机轴、机车传动轴等核心型号。针对风电、船舶等高端领域,可提供定制化加工服务,包括粗车、精车、磨光、渗碳热处理、探伤等,满足直接装配需求。实际应用中,18CrNiMo7-6 轴锻件表现稳定:风电领域适配 5MW 以上机组,满足 20 年设计寿命;船舶领域耐受海水腐蚀与重载冲击;矿山机械在粉尘、冲击、连续运转工况下故障率极低。

相比普通合金轴锻件,18CrNiMo7-6 虽采购成本略高,但全生命周期价值显著 —— 设备停机时间减少、维护频次降低、更换周期延长,综合使用成本反而降低 30% 以上。我们坚持以品质为核心、以客户需求为导向,规模化生产、标准化管控,为客户提供高性价比的 18CrNiMo7-6 轴锻件,助力高端装备突破核心部件瓶颈,提升整体竞争力与可靠性。

