45#钢主轴锻件的工艺适配性与加工优势
2026-04-08 09:19
山西中重重工集团
45#钢主轴锻件的广泛应用,不仅得益于其均衡的力学性能,更与其优异的工艺适配性和加工便利性密切相关。在机械制造过程中,主轴锻件需经过锻造、热处理、精加工等多道工序,45#钢的材质特性使其能够适配各类常规加工工艺,降低生产难度,提高生产效率,同时保证产品精度,这也是其区别于高端合金钢主轴的重要优势。
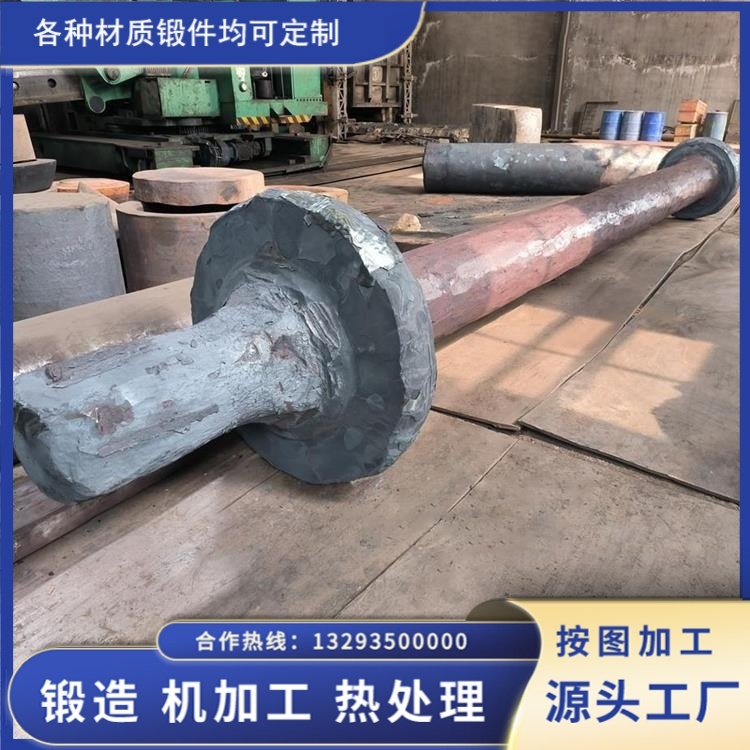
锻造工艺适配性强是45#钢主轴锻件的显著特点之一。45#钢的塑性和可锻性良好,在加热至1100-1200℃的始锻温度后,具有良好的塑性变形能力,可通过自由锻、模锻等多种锻造方式成型。对于单件小批量生产的大型主轴,可采用自由锻工艺,通过镦粗、拔长等工序逐步成型,依赖操作工经验调整尺寸,灵活性强;对于批量生产的中小型主轴,可采用模锻工艺,精度更高,加工余量更小,能有效节约材料和后续加工成本。
与合金钢相比,45#钢主轴锻件的热处理工艺更为简单,且变形易控制。45#钢的热处理主要以调质处理为主,通过840-860℃淬火、500-600℃高温回火,即可获得均匀的回火索氏体组织,实现力学性能的优化。在热处理过程中,45#钢的变形量相对较小,尤其是对于长轴类主轴,通过垂直吊挂加热的方式,可有效减少弯曲变形,降低后续校正工序的难度。此外,45#钢的正火处理工艺简单,正火后硬度可达HB170-220,能为后续切削加工提供良好的条件,避免出现切削困难、刀具磨损过快等问题。
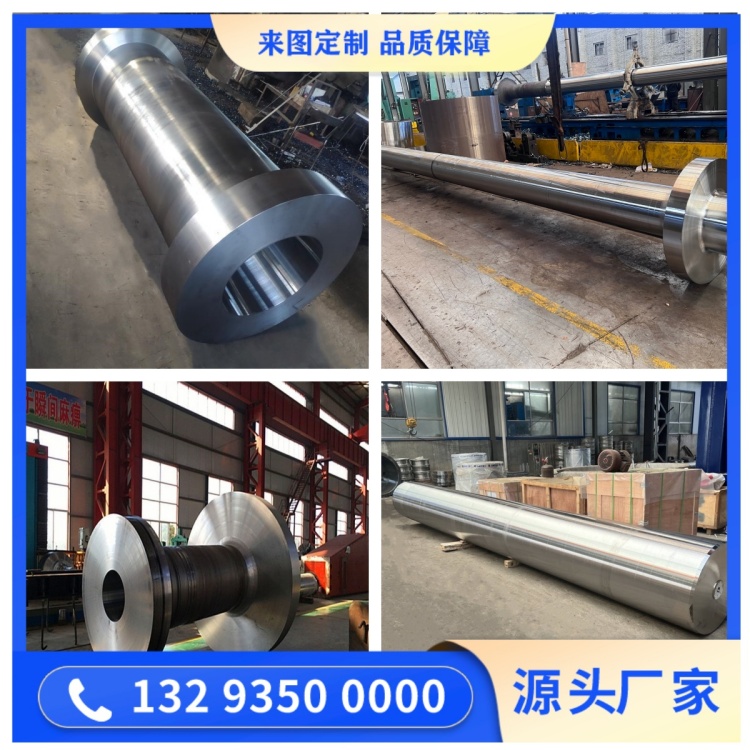
切削加工性能优良是45#钢主轴锻件的另一大优势。经正火或调质处理后,45#钢的硬度适中,切削阻力小,可采用普通车床、数控车床、磨床等常规加工设备进行精加工,无需专用加工工具。在车削、磨削过程中,45#钢主轴锻件的表面粗糙度易于控制,精磨后表面粗糙度可达到Ra0.4-0.8μm,满足主轴与轴承、齿轮等部件的配合精度要求(IT6-IT7级)。同时,45#钢的切屑易排出,不易产生积屑瘤,可提高加工效率,降低刀具损耗,进一步控制生产成本。
需要注意的是,45#钢主轴锻件的加工性能也受到工艺参数的影响。若热处理工艺不当,如淬火冷却速度过快,可能导致锻件硬度不均,影响切削加工;若粗加工后未进行去应力退火,可能导致后续精加工过程中出现变形,影响尺寸精度。因此,在生产过程中,需合理安排加工工序,严格控制各环节的工艺参数,才能充分发挥45#钢的加工优势。
此外,45#钢主轴锻件的表面强化工艺适配性也较好。根据使用需求,可对其表面进行高频淬火、渗氮等处理,提高轴颈等关键部位的硬度和耐磨性,满足特定工况的使用要求。例如,对机床主轴的轴颈部位进行高频淬火后,硬度可提升至HRC50-55,显著增强其耐磨性,延长主轴的使用寿命。

总体而言,45#钢主轴锻件的工艺适配性强,无论是锻造、热处理还是切削加工,都能适配常规生产工艺,无需复杂的设备和技术支持,生产难度低、效率高。这种良好的加工特性,使其在批量生产和非标定制中都具有明显优势,成为机械制造企业降低生产成本、提高生产效率的理想选择。

