台阶轴锻件锻造加工全流程与关键工艺管控
2026-04-07 11:57
山西中重重工集团
台阶轴锻件的质量,核心取决于锻造加工工艺的精细化管控,其结构的阶梯特性,导致锻造过程中需重点控制不同轴段的尺寸精度、轴肩过渡处的成型质量,避免出现折叠、裂纹、尺寸偏差等缺陷。重型机械对台阶轴锻件的要求极为严格,任何一个工艺环节的疏漏,都可能导致锻件无法装配,甚至引发设备故障。本文结合实际生产实践,详细解析台阶轴锻件的全流程锻造工艺,重点说明关键环节的操作要点与质量控制要求,内容真实、贴合生产实际,无浮夸表述。

备料与预处理是台阶轴锻件的基础,直接决定后续锻件的质量上限。选用优质钢坯,根据台阶轴的材质要求,优先选用大型钢厂生产的合格钢坯,42CrMo、35CrMo等合金材质钢坯需采用真空脱气冶炼工艺,确保钢坯纯净度,氧含量≤20ppm、氢含量≤2ppm,避免因钢坯内部存在气孔、疏松、夹渣等缺陷,导致锻造过程中出现裂纹。钢坯到货后,首先进行表面检查,去除表面氧化皮、裂纹、夹杂等缺陷,随后通过超声波探伤(UT)检测,确认钢坯内部无隐藏缺陷。根据台阶轴的图纸要求,采用锯切机进行精准下料,控制下料尺寸误差在±2mm以内,同时去除下料端面的毛刺,为后续加热与锻造做好准备。
加热环节的核心是控制温度与升温速度,避免出现表面脱碳、晶粒粗大等缺陷,影响锻件性能。台阶轴锻件的加热采用数字化感应加热炉,实施阶梯式加热工艺,根据材质不同调整加热参数:碳素钢加热温度控制在1150℃~1200℃,合金结构钢加热温度控制在1180℃~1220℃。首先将钢坯加热至600℃进行预热,保温2~3小时,消除钢坯内外温差,防止加热过快导致热应力过大;随后升温至850℃,保温1~2小时,确保钢坯组织均匀;最终升温至目标温度,保温至钢坯内外温度一致,确保钢坯充分奥氏体化,为锻造成型奠定基础。全程控温精度控制在±5℃,氧化皮厚度控制在0.3mm以内,减少氧化烧损对锻件尺寸与性能的影响。
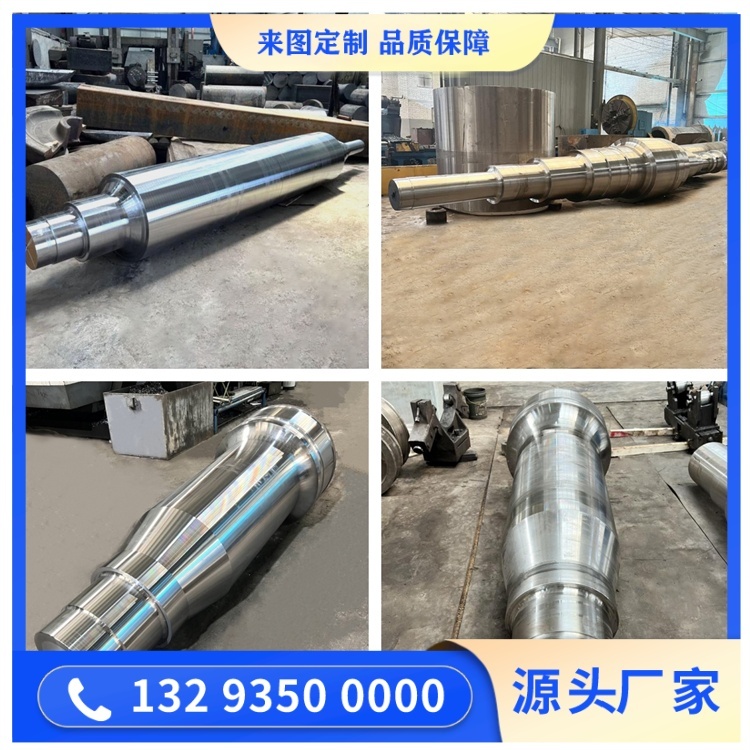
锻造成型是台阶轴锻件的核心环节,重点解决不同轴段的成型与轴肩过渡问题,采用“多道次镦粗+拔长+分段精锻”的自由锻工艺,锻造比根据载荷等级调整,普通台阶轴锻造比≥3.0,重载台阶轴锻造比≥5.0。锻造过程中,根据台阶轴的阶梯尺寸,逐步拔长不同轴段,控制各轴段的直径与长度误差,重点优化轴肩过渡处的锻造工艺,采用圆角过渡(R≥5%轴径),避免直角过渡产生应力集中,同时控制送进量与压下量,减少锻件表面出现折叠、划痕等缺陷。对于大直径、多阶梯的台阶轴,采用水雾冷却方式,控制冷却速率在50~80℃/min,避免冷却不均导致的裂纹风险。
热处理与校直是优化台阶轴锻件性能、保证尺寸精度的关键步骤。锻后立即实施预备热处理,采用正火+高温回火工艺,消除锻造内应力,细化晶粒,为最终热处理做好准备。最终热处理根据材质与工况要求调整,碳素钢采用正火处理,合金结构钢采用调质处理(淬火+高温回火),42CrMo材质淬火温度控制在850℃,油淬方式确保淬透性,回火温度调整为580℃~620℃,保温后空冷,使锻件硬度控制在HRC28~32,平衡强度与韧性。热处理后,采用台阶轴专用数控校直机进行多工位校直,关键尺寸公差≤±0.5mm,轴承位同轴度≤0.02mm,直线度≤0.4mm/m,确保锻件形位精度满足装配要求。

机加工与检测是锻造加工的最后环节,确保锻件符合图纸要求。首先进行粗加工,去除锻件表面的氧化层与多余余量,随后再次进行超声波探伤(UT)与磁粉探伤(MT),排查锻件内部与表面的裂纹、夹杂等缺陷。精加工阶段,重点加工各轴段、轴肩、键槽等关键部位,控制尺寸精度与表面粗糙度,公差等级达到IT10级以上。成品出厂前,对每批锻件进行光谱分析、力学性能测试、无损检测等全项目检测,每批产品附带完整的质量证明书,实现全流程可追溯,杜绝不合格产品流向市场。

