矿山专用车轮锻件 抗冲击高承重轮坯配件工艺与应用
2026-05-25 11:46
山西中重重工集团
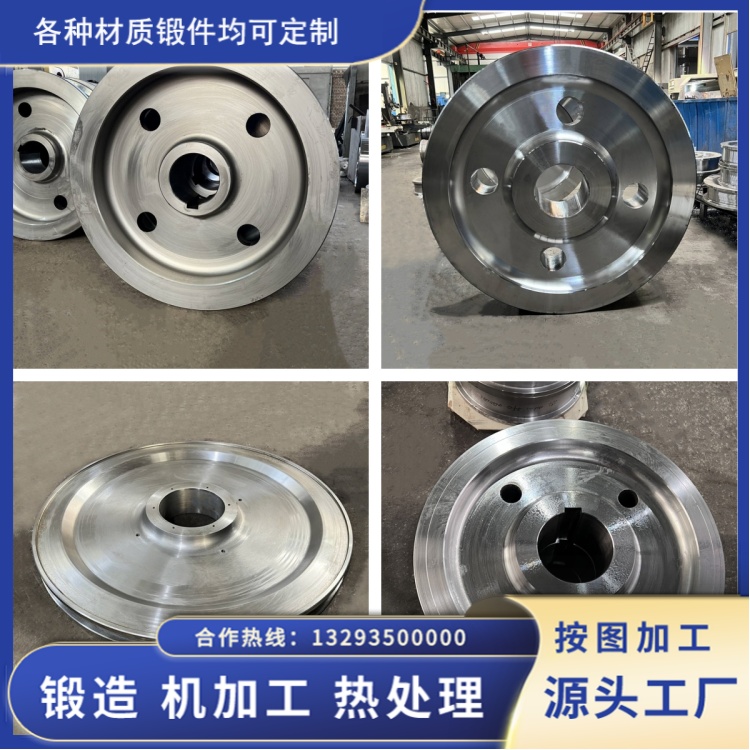
矿山开采场景工况复杂恶劣,粉尘量大、路面凹凸不平、碎石颠簸频繁,同时设备需要长期承载重载物料、持续往复运行,对行走轮配件的承重能力、抗冲击性能、耐磨性能有着严苛要求。矿山专用车轮锻件作为矿用运输车、矿用台车、井下轨道车、掘进配套设备的核心轮坯配件,区别于普通民用机械车轮,摒弃铸造、焊接工艺短板,依靠整体锻压成型工艺,实现高承重、抗冲击、抗疲劳的综合性能,是保障矿山设备连续稳定作业的基础核心配件。

矿山工况的特殊性,决定了普通轮体无法适配长期作业需求。普通铸造车轮内部存在气孔、疏松、夹渣等先天性缺陷,在矿山碎石冲击、重载碾压、频繁启停的复合受力状态下,极易出现踏面剥落、轮体开裂、整体变形等问题,使用寿命极短。焊接成型轮坯存在焊缝应力集中,矿山高强度冲击载荷会持续撕裂焊缝,引发设备运行故障。而矿山专用锻压轮坯采用整体一体锻造成型,金属晶粒经高温高压锻打充分细化,内部组织致密均匀,金属流线完整连续,无拼接、无焊缝、无内部空洞,从结构层面解决了矿用轮体易损、易断、承载力不足的行业痛点。
材质选型是矿山车轮锻件抗冲击、高承重的核心基础,生产中严格贴合矿山工况按需选材,不盲目溢价、不降级减配。针对井下轨道运输、中小型矿车中等重载、高频冲击工况,主流选用65Mn高锰钢材质,该材质含碳量适中、锰元素含量达标,经过热处理后表面硬度高、耐磨性好,同时具备优异的抗冲击韧性,可抵御碎石持续撞击和轨道颠簸带来的交变应力,有效避免轮体表层脱落。针对露天矿山重型矿车、大型掘进设备、大吨位转运设备等超重载工况,统一采用42CrMo合金结构钢轮坯,其淬透性强、综合力学性能稳定,抗拉强度和抗疲劳性能远超普通钢材,可长期承受数百吨重载,杜绝轮体塑性变形。
轮坯锻压成型工艺,是提升矿山车轮综合性能的关键环节。矿山专用轮坯对锻造参数要求极高,生产全程标准化管控。合格钢坯经精准下料、去除表面氧化皮后,进入分段式恒温加热炉,将温度稳定控制在1100℃至1200℃,保证钢坯内外受热均匀,规避过热脆化、加温不均导致的锻造缺陷。随后通过大型液压锻压机完成镦粗、拔长、整体成型、轮廓精整等多道工序,严格把控锻造比,让轮坯轮毂、轮缘、踏面各部位组织均匀压实,消除内部残余应力,大幅提升轮体整体承载能力和结构稳定性,适配矿山高强度作业强度。
针对性热处理工艺,是矿用轮坯适配恶劣工况的核心保障。所有矿山车轮锻件均采用“整体调质+局部淬火”复合工艺,先通过整体调质处理,消除锻造内应力,细化内部金相组织,让轮坯基体保持充足韧性,能够缓冲矿山突发冲击载荷,避免脆性断裂。同时对轮体踏面、轮缘等核心摩擦和冲击部位进行高频表面淬火,形成深度均匀的高硬度耐磨层,有效抵御碎石磨损、轨道摩擦和重物碾压,解决矿山轮体磨损过快、频繁更换的问题。
精加工与无损检测环节严守矿用安全标准,杜绝残次品出厂。通过数控精密加工,精准控制轮坯尺寸公差、孔径精度和踏面平整度,保证轮体与矿用设备、轨道精准匹配,减少运行振动和额外损耗。成品全部经过超声波、磁粉双重无损探伤,全面排查内部裂纹、隐性缺陷,同时抽检硬度、冲击韧性、抗压性能,确保每一件轮坯都符合矿山设备安全使用标准。

在实际矿山车轮锻件应用中,高承重抗冲击锻压车轮轮坯,使用寿命是普通铸造轮的3-5倍,大幅减少设备停机维修、配件更换频次,有效降低矿山设备运维成本和停机损耗,凭借稳定、耐用、安全的特性,成为各类矿山重载设备的标配核心配件。

