实心车轮锻件:机械设备行走轮锻压成型工艺与应用优势
2026-05-25 11:30
山西中重重工集团
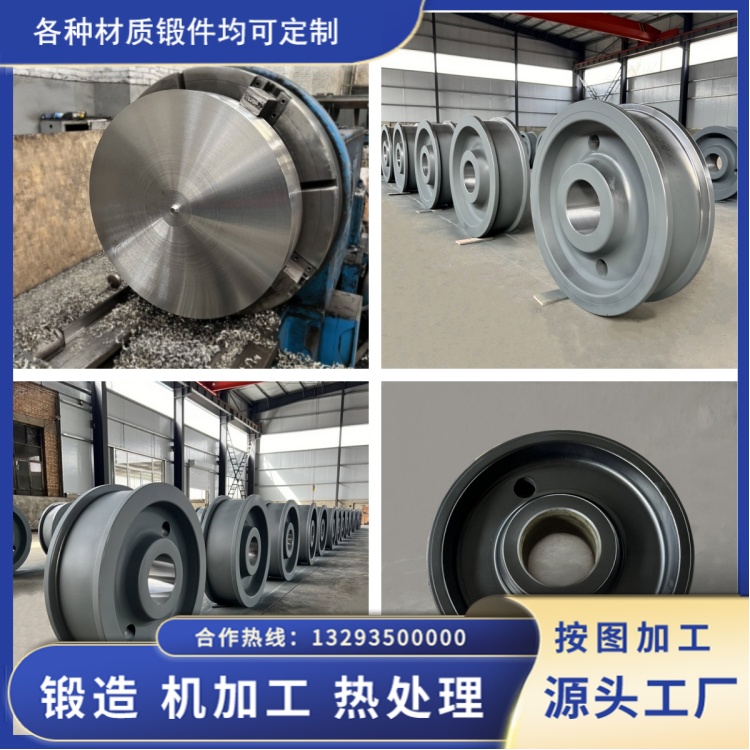
在工程机械、起重设备、矿山机械、厂区转运设备等各类工业装备中,实心车轮锻件是保障设备移动、承载整机载荷的核心基础部件。相较于焊接轮、铸造轮,实心车轮锻件凭借整体锻压成型的工艺特性,具备结构致密、承载力强、抗冲击、不易变形的核心优势,完全适配工业高频、重载、恶劣工况的使用需求,也是目前重型机械设备行走轮的主流选型。锻压成型工艺的成熟度,直接决定了实心行走轮的结构稳定性和整机的长期运行安全性。

实心车轮锻件的核心优势,源于锻压成型区别于其他工艺的本质特性。铸造工艺生产的轮体容易存在气孔、疏松、夹渣等内部缺陷,长期重载运行易出现开裂、踏面脱落问题;焊接实心轮则存在焊缝应力集中,频繁受力后焊缝易疲劳断裂。而整体锻压成型的实心行走轮,通过高温锻打重塑金属内部组织结构,打碎钢材原始粗大晶粒,让金属流线完整贴合轮体轮廓,整体无拼接、无焊缝、无疏松孔洞。这种一体式致密结构,让轮体抗压强度、抗疲劳性能、抗冲击性能大幅提升,能够长期承受设备启停、路面颠簸、重物碾压带来的复合应力,有效避免变形、开裂、磨损过快等常见故障。
工业级实心行走轮的锻压生产流程严谨规范,每一道工序均围绕实用性和稳定性把控,无多余冗余工艺。生产前期以实际工况为基准选材,常规工程机械行走轮选用45#优质碳素钢,性价比高、综合力学性能稳定,满足中轻载设备日常运行;矿山、港口、重型行车等重载场景,统一采用42CrMo、65Mn等合金钢材,具备更强的耐磨、抗冲击、抗疲劳特性,适配高强度作业环境。所有原材料入厂后均进行光谱成分检测和外观探伤,杜绝杂质超标、存在隐性缺陷的坯料投入生产。
锻压成型是实心车轮生产的核心环节,直接决定轮体基础性能。合格钢坯经过切割下料、表面除氧化皮后,进入智能加热炉进行分段恒温加热,严格控制升温速率和保温时间,将温度稳定在1100℃至1200℃,保证钢材塑性均匀,避免过热、过烧导致的材质脆化。随后通过大型液压锻压机进行整体锻压,经镦粗、压实、成型、精整等多道工序,一次性完成实心轮体整体成型。整个锻压过程严格把控锻压比,确保轮体中心、轮缘、轮毂各处组织均匀致密,消除内部应力死角,从根本上提升轮体的承载稳定性。
锻压成型后的热处理工艺,是优化实心行走轮使用性能的关键。未经处理的锻件存在锻造内应力,直接使用易出现后期变形、开裂。行业常规采用整体调质处理,通过淬火加高温回火,细化内部金相组织,消除锻造残余应力,让轮体基体兼具强度与韧性,避免重载冲击下的脆性断裂。针对行走轮踏面高频磨损的特性,额外进行表面高频淬火处理,形成均匀耐磨硬化层,大幅提升轮体耐磨性能,延长设备行走轮的更换周期。
后续精加工与无损检测是保障产品适配性的重要环节。通过数控车床对轮体外圆、端面、轮毂安装孔进行精密加工,严格控制尺寸公差和表面平整度,保证行走轮与设备轴体、轨道精准匹配,减少运行振动和额外磨损。成品出厂前需经过磁粉、超声波双重无损检测,排查表面裂纹、内部暗伤,同时抽检硬度、力学性能,确保每一件实心锻压行走轮都符合工业重载使用标准。

凭借扎实的工艺和稳定的性能,锻压实心车轮锻件广泛应用于起重机、挖掘机配套行走机构、矿山矿车、厂区平板转运车、港口龙门吊等各类机械设备。在长期连续作业、路面工况复杂、重载高频运行的场景中,其不易变形、耐磨耐用、故障率低的特点,能够有效降低设备停机维修频次,减少企业后期运维成本,成为工业机械设备行走部件的可靠选择。

