35CrMo 船舶传动轴锻件:材质、工艺与应用实践
2026-04-24 11:36
山西中重重工集团
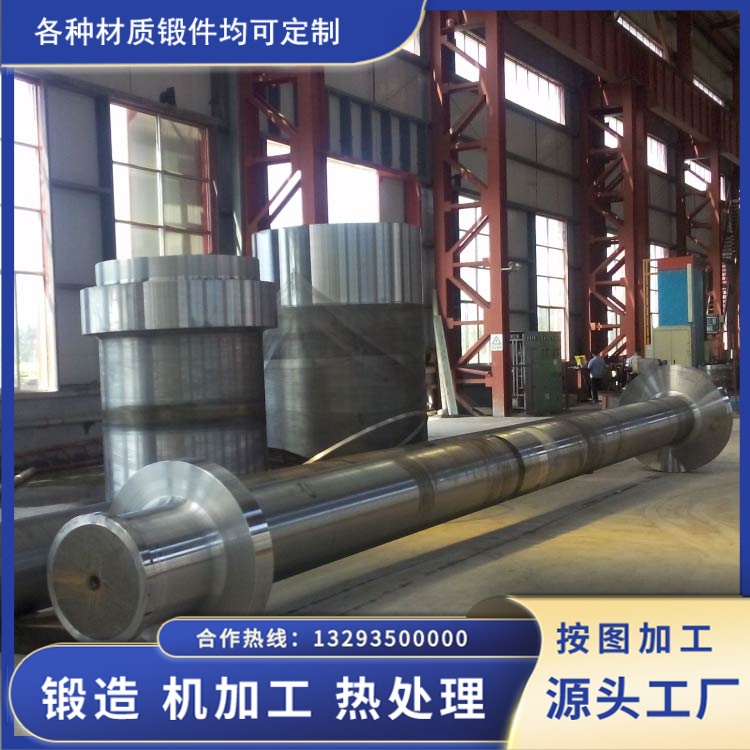
35CrMo船舶传动轴锻件是船舶推进系统的核心受力部件,连接主机与螺旋桨,长期承受扭转、弯曲、冲击交变载荷,同时面临海水盐雾、振动与温差等严苛工况,对材质强度、韧性、抗疲劳与耐蚀性要求极高。35CrMo 中碳铬钼合金钢凭借均衡的综合性能与成熟的锻造工艺,成为船舶中间轴、螺旋桨轴等核心锻件的主流选材,广泛应用于散货船、油轮、工程船等各类远洋与近海船舶,且需通过 CCS、ABS、DNV 等主流船级社认证,保障航行安全。
35CrMo 的化学成分严格遵循 GB/T 3077 标准,碳含量 0.32%~0.40%、铬 0.80%~1.10%、钼 0.15%~0.25%,锰 0.40%~0.70%,硫、磷杂质均控制在≤0.025%,氢含量≤2.0ppm,确保材质纯净度。铬元素提升淬透性与耐蚀性,钼元素细化晶粒、抑制回火脆性、增强高温抗蠕变能力,中碳设计则平衡强度与韧性,避免高碳钢脆性过大、低碳钢强度不足的问题。经标准调质(850℃油淬 + 550~600℃高温回火)后,35CrMo 船舶轴锻件可获得均匀回火索氏体组织,核心力学性能稳定达标:抗拉强度≥785MPa、屈服强度≥590MPa、-20℃低温冲击功≥55J、硬度 HB229~269,满足船级社对轴类锻件的强韧性与抗疲劳要求。
锻造是决定 35CrMo 船舶传动轴质量的关键环节,全程遵循船级社规范,采用 “电炉 + LF 精炼 + VD 真空脱气” 冶炼,必要时电渣重熔,从源头消除夹杂、偏析与气孔;钢锭入厂需经光谱复验、低倍检验、超声波探伤,不合格原料直接拒收。锻造采用 “两镦三拔” 工艺,锻造比≥6:1,始锻温度 1100~1150℃、终锻温度≥850℃,阶梯升温、分段保温,确保金属流线沿轴体轴向连续分布,压实内部疏松、细化晶粒,提升致密度与抗疲劳寿命。锻造后立即进行正火或退火预处理,消除锻造应力,为后续调质与精加工奠定基础,全程记录温度、保温时间、压下率等参数,接受验船师现场监检。
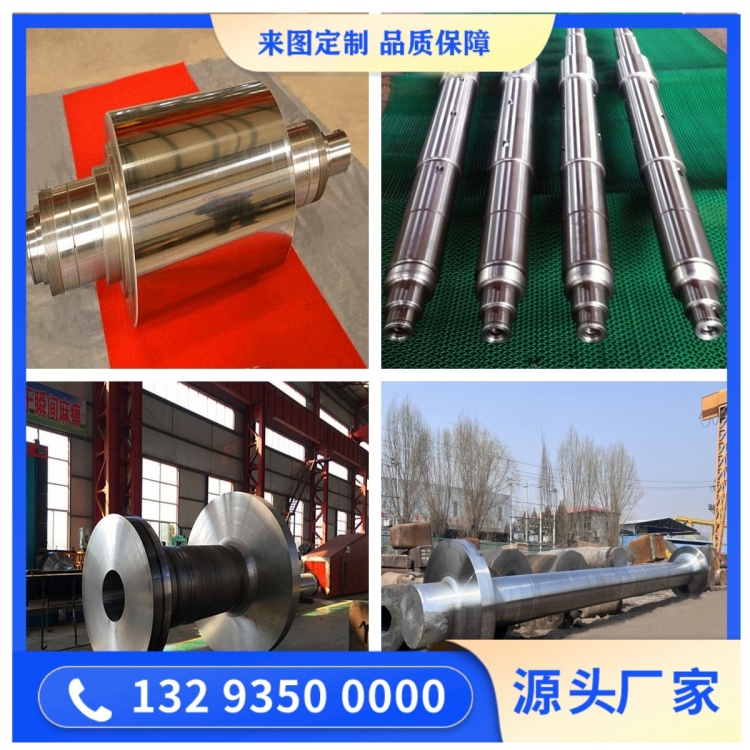
热处理与质量管控是保障船舶轴服役安全的核心。调质处理严格控制淬火冷却速度与回火保温时长,避免淬火裂纹、硬度不均与韧性不足;大直径轴件(φ300mm 以上)采用分段淬火、炉内均温,保证心部与表面性能一致。精加工后需进行 100% 超声波探伤、磁粉探伤,排查内部裂纹、夹杂与表面缺陷;同时开展力学性能取样测试、硬度梯度检测、晶粒度评级,所有数据需满足船级社规范并出具认证报告。针对海水腐蚀工况,轴体表面可做镀铬、喷锌或防腐涂层处理,进一步提升耐盐雾能力,延长维护周期。
35CrMo 船舶传动轴锻件的优势在于性能与成本的平衡:相比 42CrMo,其韧性更优、焊接性更好,适配船舶轴系的焊接装配需求;相比高镍合金钢,成本更低、工艺成熟,适合批量生产与标准化应用。实际服役中,35CrMo 轴锻件可承受主机持续输出扭矩、螺旋桨推力与海浪冲击,在 - 20℃~450℃工况下稳定运行,疲劳寿命可达 15~20 年,满足船舶全生命周期使用要求。

综上,35CrMo 凭借精准的成分设计、可控的锻造热处理工艺与可靠的综合性能,成为船舶传动轴锻件的优选材料。在船舶工业向大型化、远洋化发展的背景下,持续优化 35CrMo 轴锻件的纯净度控制、流线排布与表面强化工艺,将进一步提升船舶推进系统的可靠性与经济性,支撑海洋装备的安全高效运行。

