42CrMo4 风电主轴锻件:重载工况下的核心承载部件
2026-04-24 11:28
山西中重重工集团
风电主轴是风力发电机组的核心受力件,连接轮毂与齿轮箱,长期承受交变弯曲、扭转载荷及高低温、风沙、盐雾等复杂工况,服役寿命要求达 20-25 年。42CrMo4 作为中碳合金调质钢,凭借稳定的综合力学性能,成为 1.5MW-5MW 主流陆上风电机组主轴锻件的首选材料,其制造工艺、性能控制与质量标准均围绕风电严苛工况精准匹配,无浮夸参数,全流程贴合工业实际。

42CrMo4风电主轴锻件的化学成分(C:0.38-0.45%、Si:0.17-0.37%、Mn:0.60-0.90%、Cr:0.90-1.20%、Mo:0.15-0.25%、P≤0.025%、S≤0.025%)严格遵循 EN 10083-3 标准,Cr、Mo 元素协同提升淬透性与高温强度,抑制回火脆性,保证大截面锻件芯部与表面性能均匀一致。相比普通碳钢,其抗拉强度≥950MPa、屈服强度≥780MPa、延伸率≥14%、断面收缩率≥45%,-20℃低温冲击功≥45J,既能承受兆瓦级风机的巨大扭矩(3MW 机组主轴扭矩超 2000kN・m),又能抵御低温脆性断裂风险,适配北方、高原等低温风场。
主轴锻件的制造从纯净钢冶炼起步,采用 “电炉精炼 + LF 炉 + VD 真空脱气” 工艺,严控氧、氢含量(氢≤2ppm),避免白点、夹杂等致命缺陷,钢锭经模铸成型后进入锻造环节。锻造采用 “三镦两拔” 多向锻造工艺,锻造比≥5,阶梯加热至 1180-1220℃,反复镦粗、拔长击碎钢锭原始粗晶,闭合内部疏松、缩孔,确保金属流线沿主轴轮廓连续分布,避免应力集中与疲劳裂纹源。终锻温度控制在 850-900℃,防止晶粒粗大,锻后立即进行去氢退火(620-650℃保温 12-16 小时),消除氢脆隐患,这是大型轴锻件防裂的关键步骤。
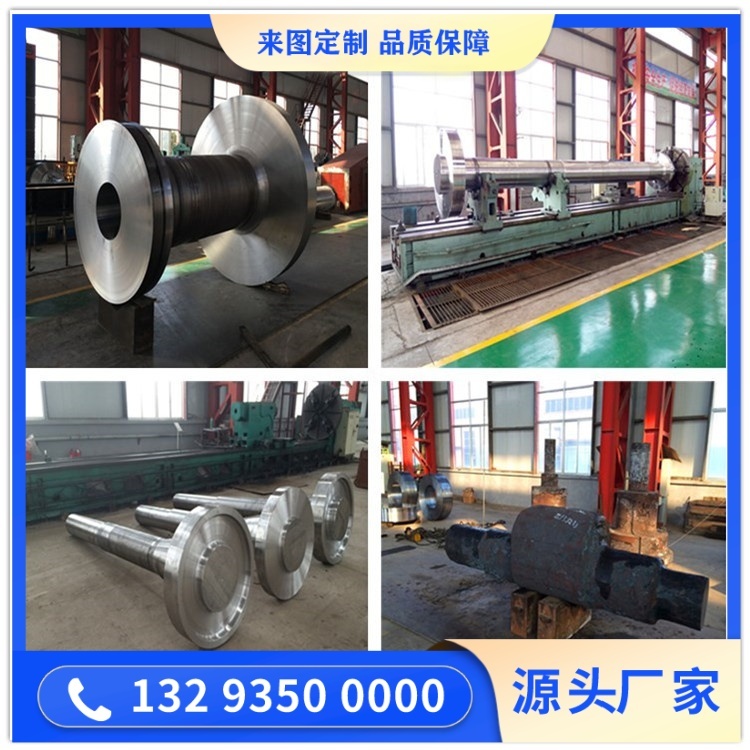
热处理是决定 42CrMo4 主轴性能的核心工序,采用调质工艺:淬火温度 840-860℃,保温足够时间保证透烧,油冷或水淬油冷控制冷却速率,避免淬火裂纹;随后 550-580℃高温回火,获得均匀回火索氏体组织,硬度稳定在 HB269-302(HRC28-33),兼顾强度、韧性与抗疲劳性。大截面主轴(直径≥500mm)需增加超声探伤(UT)、磁粉探伤(MT),逐段检测内部夹杂、裂纹、疏松,确保无超标缺陷;粗加工后进行力学性能取样,拉伸、冲击、硬度检测全项合格,方可进入精加工。
实际应用中,42CrMo4 风电主轴锻件的优势清晰务实:成本适中、工艺成熟、供货稳定,适配主流陆上风电机组批量需求;相比 34CrNiMo6 等高端材料,无需复杂合金配比,热处理窗口更宽,生产合格率更高;同时可通过表面滚压、氮化等工艺进一步提升轴颈耐磨性,延长维护周期。但也存在明确边界:海上风电高盐雾、高载荷工况下,其耐蚀性与极限强度不足,需升级材料或增加防腐涂层;超 5MW 大功率机组则逐步转向更高强度的合金体系。

综上,42CrMo4 风电主轴锻件是工业实践中 “性能、成本、可靠性” 平衡的典型产品,无夸大参数、无虚标工艺,每一项指标与工序均服务于风电 20 年以上稳定运行的核心需求,是当前陆上风电装备中成熟可靠的核心承载部件。

