高压设备管板锻件核心加工难点及质量影响因素分析
2026-06-23 10:14
山西中重重工集团
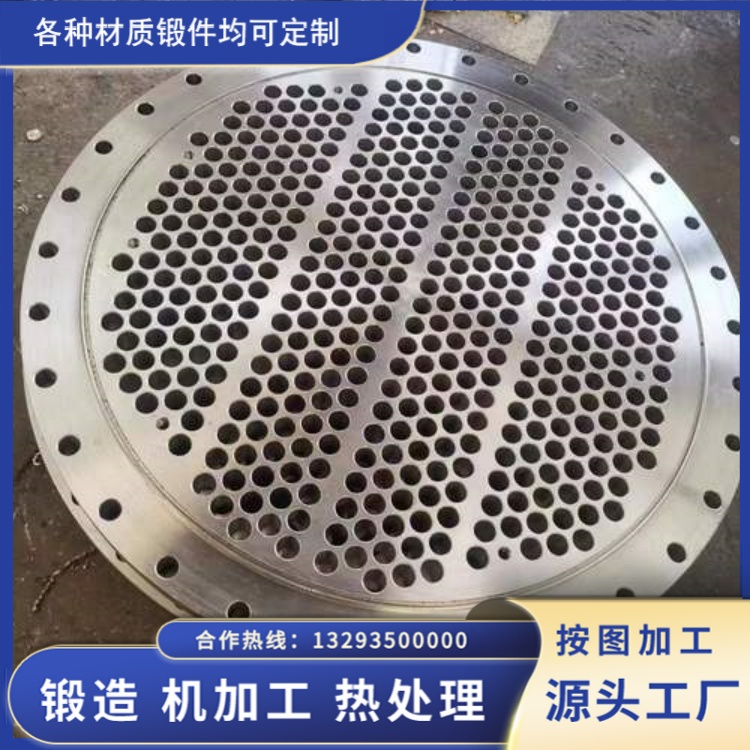
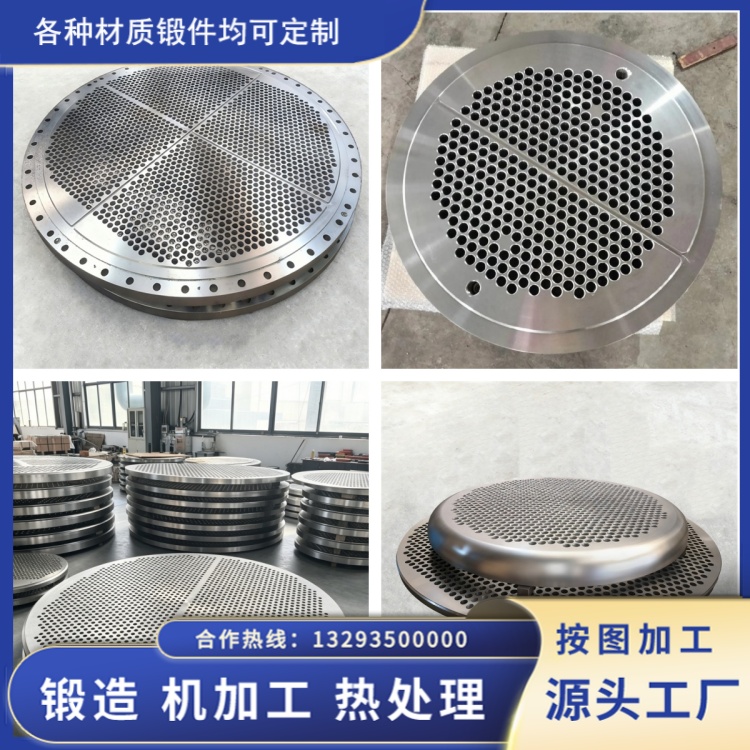
高压容器、电厂换热器、化工换热设备所用管板锻件,是设备核心承压密封部件,整体采用合金钢、不锈钢整体锻造成型,具备厚度大、刚性要求高、孔径密集、精度严苛的特点。相较于普通板材管板,整体锻件管板内部组织致密、力学性能均匀,但加工难度大幅提升。高压设备对管板平面度、孔位精度、孔壁光洁度、密封性能有着极高标准,加工过程中极易出现变形、偏孔、刀纹、应力集中等问题,直接影响设备承压安全性和使用寿命。本文结合现场加工实操,客观分析高压设备管板锻件的核心加工难点。
厚壁锻件应力释放不均,是管板加工最普遍的核心难题。42CrMo、316L等主流材质高压管板,经过锻造、热处理后,内部仍残留不均匀残余应力。管板厚度普遍在80mm至300mm之间,大厚度锻件内外应力分布差异大,常规切削加工会打破应力平衡,导致板面扭曲、翘曲变形。这种变形并非加工即时显现,往往在粗加工后、精加工过程甚至设备装配阶段缓慢释放,造成平面度超标、孔距偏移,最终出现换热管装配困难、密封不严等问题,是高压管板加工报废的主要原因之一。
密集深孔加工的精度控制难度极大。高压管板开孔率高,数千个密集深孔呈矩阵排列,孔径小、深度大,孔位公差、垂直度、平行度要求严苛。锻件材质硬度高、韧性大,42CrMo调质后硬度偏高,切削阻力大;316L不锈钢粘性强、易粘刀,两种材质都会导致钻孔过程中钻头受力不均,出现孔位偏移、孔壁倾斜、孔径大小不一等缺陷。同时,密集钻孔会产生叠加切削应力,局部温度过高引发板材微变形,进一步加剧精度偏差,普通钻孔设备完全无法满足高压设备生产标准。
材质特性带来的切削加工壁垒难以规避。合金锻件与不锈钢锻件的加工特性截然不同,却都存在明显加工短板。42CrMo锻件硬度高、抗切削性强,加工过程中刀具磨损速度快,长期加工易出现刀具钝化,导致孔壁粗糙、产生刀纹划痕,破坏孔壁密封性。316L材质韧性大、导热性差,切削过程中热量集中在加工区域,极易产生加工硬化、粘刀毛刺,深孔加工后孔壁光洁度不足,存在细微裂纹和凹坑,高压介质运行状态下易产生应力腐蚀,埋下设备安全隐患。
高精度形位公差与表面质量管控难度高。高压管板不仅要求单孔精度达标,更要求整体板面平面度、所有管孔平行度、孔组位置度统一。常规加工工艺存在进给不稳、转速不均、冷却不充分等问题,容易出现板面高低差、孔组偏移。同时,深孔加工排屑不畅,铁屑残留会划伤孔壁,导致孔壁光洁度不达标,影响后续换热管胀接、焊接密封效果,造成高压工况下介质渗漏、设备泄压等故障。

综上,高压管板锻件加工难点集中在应力变形、深孔精度、材质切削、形位公差管控四大维度。想要保障成品质量,必须依托专用加工设备、匹配针对性工艺参数,严格把控粗精加工、时效处理、冷却排屑全流程工序,从根源解决变形、偏孔、光洁度不足等问题,满足高压设备的安全运行要求。

