大型环件锻造工艺解析,6061铝合金环锻件的实操应用与优势
2026-05-08 09:31
山西中重重工集团
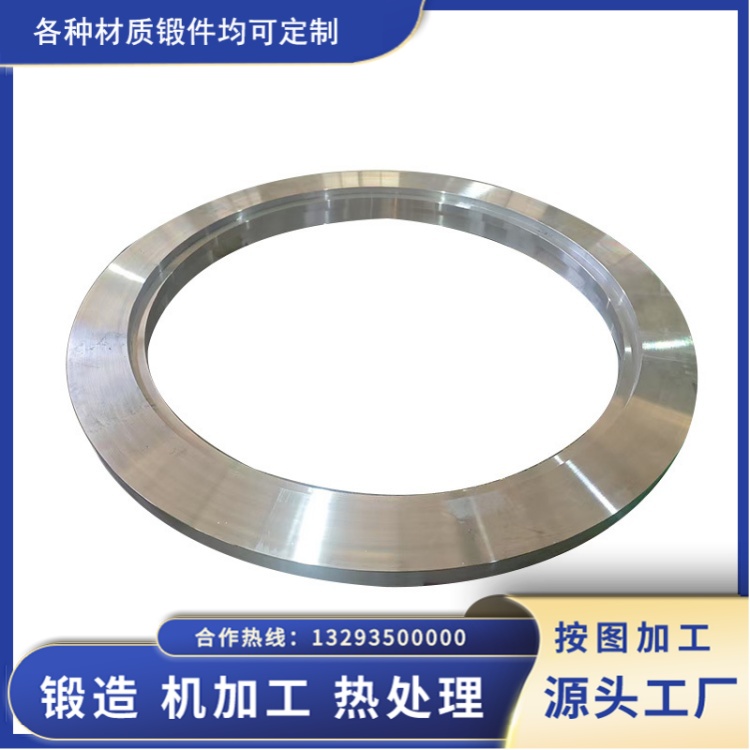
在机械制造、轨道交通、航空航天辅助设备等领域,大型环件是核心承载与传动部件,其锻造质量直接决定设备的运行稳定性和使用寿命。6061铝合金作为Al-Mg-Si系热处理可强化合金,凭借适中的强度、优异的耐腐蚀性和良好的可加工性,成为大型环件锻造的优选材料,经过规范的锻造工艺处理,6061铝合金环锻件能够适配各类大型设备的复杂工况,兼顾轻量化与可靠性,在行业内得到广泛应用。
6061铝合金锻件的核心特性的是兼顾韧性与加工性,其主要合金元素为镁和硅,形成Mg₂Si强化相,经过T6热处理(固溶+人工时效)后,抗拉强度可达290-310MPa,屈服强度约240-270MPa,延伸率保持在10%-12%,硬度可达95HB左右,同时密度仅为2.73g/cm³,远低于钢材,既能满足大型环件的承载需求,又能有效减轻设备整体重量,降低能耗和运行负荷。与高强度铝合金相比,6061铝合金的锻造难度更低,不易出现裂纹、折叠等缺陷,适合大规模生产大型环件。
大型环件锻造与常规锻件加工不同,其特点是尺寸大、壁厚均匀性要求高、形位公差严格,尤其是6061铝合金环锻件,因材料塑性适中,锻造过程中需精准控制工艺参数,避免出现金属流动不均、晶粒粗大等问题。在实际生产中,我们摒弃浮夸的工艺宣传,立足实操需求,制定标准化的大型环件锻造流程,确保每一件产品都符合行业标准和客户需求。
锻造前期,技术人员会根据客户提供的环件尺寸、承载要求,结合6061铝合金的塑性特点,采用CAD、SolidWorks等专业软件进行三维建模和工艺模拟,确定锻造比、加热温度、碾环速度等核心参数。6061铝合金的锻造温度需严格控制在420-480℃区间,偏差不超过5℃,避免温度过高导致晶粒粗化,或温度过低造成锻造困难、锻件开裂。
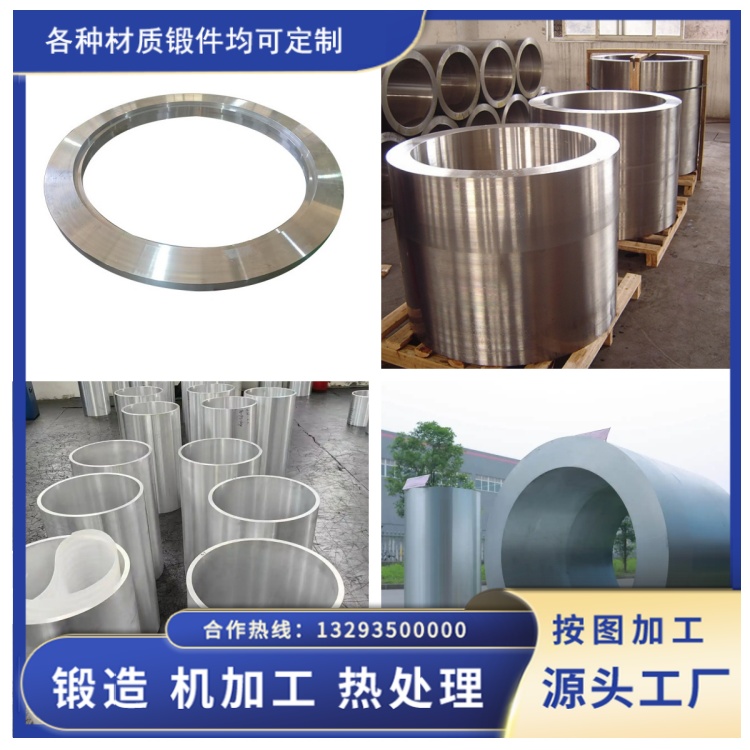
锻造过程中,采用碾环工艺为主、模锻辅助的方式,先将6061铝合金坯料进行镦粗、冲孔处理,制成空心坯料,再通过专用碾环机进行连续局部塑性变形,逐步扩大环件的直径和厚度,确保环件壁厚均匀、轮廓规整。同时,安排专业操作人员实时监测锻造过程,及时调整碾环速度和压力,避免出现局部堆积、裂纹等缺陷。锻造完成后,对环锻件进行T6热处理,通过固溶处理去除内部应力,再经人工时效强化,提升环锻件的力学性能和尺寸稳定性。

目前,6061铝合金大型环锻件已广泛应用于轨道交通转向架、大型机械轴承座、风电设备法兰、航空辅助设备支架等领域。例如,某轨道交通设备厂采用6061铝合金大型环锻件作为转向架环形支撑部件,相较于传统钢材环件,重量减轻30%以上,且耐腐蚀性显著提升,设备维护周期延长60%,有效降低了运营成本。这种务实的应用案例,充分体现了6061铝合金环锻件在大型设备制造中的核心价值,为行业轻量化、高效化发展提供了可靠支撑。

